С чего начать обучение дуговой сварки
Содержание:
Особенности дуги
Говоря про электродуговую сварку не лишним будет рассказать вам об электрической дуге, как о самом главном элементе. Мы уже разобрались, что электрическая дуга формируется в момент первого взаимодействия электрода с металлом. Чтобы вам было проще понять представьте, что формирование дуги похоже на кратковременный разряд тока. Понятие электрической дуги очень обширно, так что применительно к сварке ее называют просто сварочной дугой.
Вместе с тем, сварочная дуга — это основной элемент всей электрической цепи во время сварки. Она может быть сжатой, косвенной и прямой. Сжатая дуга — это гибрид из косвенной и прямой, но при этом сжатой в струе газа. Она используется для резки или сварки тугоплавких металлов. Дуга косвенного действия формируется между двумя электродами, при этом металлическая деталь, которую вы собираетесь варить, не включается в электрическую цепь. Дуга прямого действия самая распространенная. Она образуется между электродом и металлом.
Поговорим об электродах
О современных электродах можно написать «Войну и мир», не меньше. Уж каких только сплавов и составов покрытий сейчас не делают – на любой вкус.
А если серьезно, то классификация сегодняшних электродов обширнейшая, новые технологии требуют соответствия химического состава всех без исключения частей расходников металлам свариваемых деталей. Эти материалы содержат вещества для стабилизации горения дуги, образования защитного шлака и т.д.
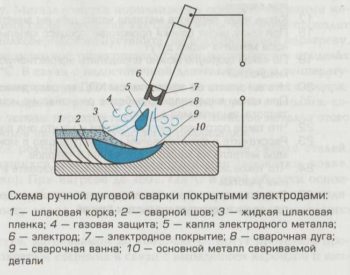 Схема ручной дуговой сварки покрытыми электродами.
Схема ручной дуговой сварки покрытыми электродами.
Функции у современных покрытий электродов вполне конкретные и ясные:
- Образование шлаков для защиты металла от кислородного окисления в воздухе и действия влаги.
- Образование газа для той же защиты. Он образуется в результате горения органических веществ, входящих в состав покрытия электрода.
- Так называемое раскисление шва – удаление из него окислов кислорода.
- Легирование основного металла за счет добавок в покрытии.
Для РДС выпускаются специальные электроды. Все они соответствуют свойствам наплавленного металла и снабжены в названии буквой «Э».
Число после буквы обозначает уровень временного сопротивления в килограммах на квадратный миллиметр. Если рядом стоит буква «А», состав электрода очень пластичен и имеет высокую ударную вязкость.
Сварка инвертором
Видео уроки помогут понять, как проводить сварку. Пошаговая инструкция на видео покажет всю процедуру в последовательности. Как соединять металлические листы, контролировать дуговой промежуток. Будет видно, как формируется сварочный шов, какие могут появиться дефекты. Инвертор предоставляет возможность выполнить работы, которые раньше могли быть проделаны только тяжелым производственным оборудованием. Инвертор достаточно небольшой сварочный аппарат. Он экономичен, удобен в использовании. Основная нагрузка ложится на электрические сети. На инверторной панели выставляется нужная толщина дуги, она зависит от силы тока. Дуга поджигается, начинается процесс. Образуется окалина, шов, лишний металл сбивается металлическими молотками. Сварочный шов при правильном подходе будет крепким и цельным. При нарушении процесса появляется дефектный шов. Для получения идеального шва советуют проделывать круговые движения. Они сформируют нужную толщину наплыва. Инвертор позволяет держать нужный угол наклона, от которого также зависит качество получаемого шва:
- с углублением;
- плоский;
- каплеобразный;
- точечный;
- выпуклый.
Учитывается полярность. Прямая — дает сниженный ввод тепловой дуги в металл, расплавление узкое, но глубокое. Обратная полярность изменяет шов: он широкий, но неглубокий.
Разновидности швов
С самого начала стоит указать, что сварные швы и сварные соединения — это не совсем одно и то же (во всяком случае, на этом настаивает ряд специальных изданий; другие эксперты смешивают их между собой). Простейшее определение говорит, что сварочный шов — это любое неразъемное соединение, выполненное при помощи сварки. Другой подход говорит, что это место, где связаны как минимум 2 детали в процессе кристаллизации и/или пластической деформации вещества. Так или иначе, сварочные швы принято классифицировать по ГОСТ, принятому еще в 1980 году. Стыковые соединения отличаются большой популярностью, и именно их применяют, когда нужно приваривать листы металла либо торцы труб.
Важнейший момент в таком случае — жесткое закрепление деталей, между которыми сохраняется только промежуток 1—2 мм. В это пространство изливается расплавляющийся металл, и поэтому происходит соединение. Всего в сварочной литературе описано 32 типа стыковых швов. При работе с тонким металлом подготовка швов совсем не обязательна, главное – чтобы толщина изделий не превышала 4 мм. С листами от 4 до 12 мм включительно допускается односторонняя и двусторонняя обработка, однако перед ней края полагается зачищать.
Листы толще 12 мм варят строго с двойными швами. Их геометрия может напоминать только букву X. Теоретически сварщик может, конечно, использовать зачистку кромок по схемам V и U, однако это увеличивает затраты металла, тормозит работу и вынуждает перерасходовать плавкие электроды. Довольно широко, пусть и в меньшей степени, чем стыковые, применяются тавровые швы. При осмотре условного разреза на схеме они схожи с буквой Т. Достигается этот результат привариванием торца к боковине, преимущественно в перпендикулярных плоскостях. Государственному стандарту соответствуют 9 типов тавровых стыков. В любом случае они должны производиться путем глубокого плавления. Тавровую сварку можно вести и вручную, однако при этом придется тщательно обрабатывать кромки.
Спорное место — классификация угловых швов. Часть источников утверждает, что это все те же тавровые соединения. По форме они близки к букве Г либо к букве У. Важная тонкость: тщательный контроль над перемещающимся электродом, потому что иначе добиваться правильного угла наклона, исключающего стекание металла с угла, не получается. Хороший угловой шов всегда отличается однородным заполнением.
Массово в сварочной практике выполняются и швы внахлест. Суть в том, что соединяемые поверхности идут параллельно, с частичным перекрытием. На таком примере часто обучают начинающих сварщиков. Толщина швов внахлест не может превышать 8 мм, и такое же требование предъявляется к самому металлу. Нормальный угол наклона электродного инструмента составляет не менее 15 и не более 45°. Швы могут классифицироваться еще и по расположению в пространстве. Любой сколько-нибудь опытный сварщик всегда старается выбирать нижнее соединение. Оно максимально удобно и облегчает контроль над металлической ванной. Новичкам тем более стоит начинать именно с подобной методики. Горизонтальный шов плох тем, что в силу всемирного тяготения металл ползет вниз.
Варить его можно слева направо либо справа налево — по желанию. А вот наклон электрода стараются увеличить до максимума. Смотрят при этом, разумеется, на необходимые параметры электропитания и темп работы.
При создании вертикального соединения сползать будет не вся ванна сразу, а отдельные капли. Неплохим выходом оказывается укорачивание дуги. Вертикальное сваривание сверху вниз применяется не так часто, как снизу наверх, поскольку требует скрупулезного отслеживания состояния ванны. Самыми сложными даже опытные профессионалы считают потолочные швы. Сделать их как следует — признак настоящего мастерства. Работа ведется строго под углом 90°, дугу стараются укоротить, а скорость ее движения выдерживать на постоянном уровне. По возможности стоит таких стыков вовсе избегать, так как они слишком неудобны и ненадежны, даже когда работа выполнена безукоризненно.
Соединения при сварке отличаются и по виду контура. Продольный тип заставляет очень тщательно готовить металл. Категорически нельзя оставлять даже единичные заусенцы, кромки и прочие неровности.
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав
Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками. Немаловажным фактором при выборе материала является вид оборудования
В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень
Нюансы сварочных работ
Электродуговая сварка может преобразовывать электрическую энергию в тепловую. И это ее главная особенность. Дуга нагревается до температуры в 6000-8000 градусов по Цельсию, что дает возможность расплавлять практический любой металл или сплав. Сама дуга окружена ореолом. На поверхности электрода температура несколько снижается и составляет около 4000 градусов по Цельсию.
Во время сварки на поверхности детали формируется ванна раскаленного и расплавленного металла с небольшой ямкой. При этом дуга имеет длину 2-6 мм. Это нормальное рабочее расстояние почти для всех видов бытовых и некоторых промышленных сварных работ.
Сварку выполняют короткой дугой, так как при длинной дуге начинается сильное разбрызгивание, шов прерывается и происходит плохая спайка металла.
Если работы ведутся угольным электродом, то длина электрической дуги может быть порядка 20 миллиметров.
Как уже говорилось, электродуговая сварка может использовать переменный или постоянный ток. При переменном токе электрическая дуга слаба и неустойчива. Для улучшения ее качества увеличивают силу тока. Поэтому необходимо следить за напряжением при варке определенных изделий. Например, если сваривают мелкие детали, то есть опасность их прожечь.
При постоянном токе дуга стабильна, что позволяет сваривать мелкие и тонкие металлоконструкции.

Технология ручной электродуговой сварки
Для правильного образования и удерживания электрической дуги к электроду и свариваемой детали от главного источника питания поступает переменный или постоянный сварочный ток.
При соединении к изделию положительного источника питания анода, осуществляется дуговая ручная сварка прямой полярности. Сварка обратной полярности осуществляется в том случае, если к изделию подключен отрицательный полюс. Под действием электрической дуги стержень металлический электрода или по-другому электродный металл, материал изделия и его покрытие расплавляются.
Электродный металл, теперь представляет собой отдельные капельки, которые покрыты шлаком, поступает в сварочную ванну, там он смешивается с основным металлом, при этом процессе расплавленный шлак выходит на поверхность.
Величина сварочной ванны в основном зависит от режимов сварки и пространственного положения, конструкции сварного соединения, на поверхности изделия скорости перемещения электрической дуги, формы и размеров разделки соединяемых кромок. Довольно часто она колеблется в таких пределах: ширина восемь-пятнадцать миллиметров, глубина от шести миллиметров, длина десять-тридцать миллиметров.
Расстояние на сварочной ванны от одного активного пятнышка до другого, который расплавлен ан поверхности электрода называют – длиной дуги. Газовая атмосфера образуется при плавлении покрытия электрода около дуги и над сварочной ванной. Она вытесняет воздух из сварочной зоны сварки, и предотвращает его взаимодействие с сильно расплавленным металлом. Также в ней располагаются пары легирующих элементов основного и электродного металлов.
Капель расплавленного электродного материала и покрывающий поверхность сварочной ванны шлак, препятствует с атмосферным воздухом их взаимодействию и значительно способствует очищению примесей всего расплавленного металла.
В сварочной ванне при медленном удалении дуги металл кристаллизуется, и образует шов, который соединяет ввариваемые детали. Застывший слой шлака образуется на его поверхности.
Достоинства и недостатки процесса сварки ММА
Сварка ММА, без сомнения, наиболее распространенный процесс сварки, особенно, когда требуется выполнять короткие швы, обслуживание или ремонт, а также при выполнении монтажных работ. По сравнению с другими способами сварки (сварка в защитных газах плавящимся электродом – МИГ/МАГ, сварка ТИГ, сварка под флюсом) сварка ММА характеризуется следующими преимуществами:
— оборудование для ММА простое, недорогое и может быть переносным;не требуется
— дополнительной газовой или флюсовой защиты, так как и то и другое получается из покрытия;
— обеспечивается более надежная защита области сварки от воздействия ветра и сквозняков, по сравнению со сваркой МИГ/МАГ;
— этот способ сварки можно использовать в местах с ограниченным доступом;
— сварка ММА пригодна для сварки большинства черных и цветных металлов и сплавов (углеродистых, легированных и нержавеющих сталей, чугуна, химически разнородных металлов, а также меди, никеля, алюминия и их сплавов) практически любой толщины;
— сварка может выполняться в любом пространственном положении, что благоприятствует применению этого процесса сварки для соединений, которые не могут быть размещены в нижнем положении.
К недостаткам этого способа сварки можно отнести:
— перерывы в работе, связанные с заменой электрода. Как только остаточная длина электрода достигает длины примерно 50 мм, сварщик должен остановить процесс сварки и вставить в держатель вместо огарка новый электрод;
— необходимость удалять шлак после выполнения шва, а также в местах замков шва или перед следующим проходом;
— первые два фактора не позволяют повысить коэффициент использования рабочего времени выше 25%, что значительно ниже по сравнению с процессами сварки, использующими электродную проволоку (например, МИГ/МАГ или сварка порошковой проволокой FCAW);
— из-за наличия огарков и вследствие возможного разрушения покрытия имеет место большие потери электродов. В целом использует не более 65% электрода;
— этот способ не может быть применен для сварки металлов с низкой температурой плавления, таким как свинец, олово и цинк, а также их сплавам, так как не обеспечивает низкого тепловложения, требуемого в данном случае;
— этот способ не подходит для сварки таких химически активных металлов, как титан, цирконий и тантал, так не обеспечивается требуемой защиты металла шва и околошовной зоны от окисления кислородом;
— в связи с тем, что сварочный ток проходит постоянно по всей длине электрода это ограничивает максимально допустимый ток из-за опасности перегрева электрода и разрушения покрытия с последующим ухудшением стабильности процесса сварки и газовой защиты. В связи с этим, скорость наплавки при сварке ММА, как правило, ниже, чем при сварке МИГ/МАГ или FCAW.
Термический класс сварки
При помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сварка
Этот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Если стенки имеют ширину 6–12 мм
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления
Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается
При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Что значит маркировка
Невозможно представить ручную дуговую сварку без электродов. Их маркировка определяет, для каких металлов они предназначены, какую толщину и состав покрытия имеют, в в каком положении их надо держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Характер маркировки — буквенно-цифровой.
Первой после названия и марки электрода идет буква, определяющая его назначение. У — для низколегированных и среднеуглеродистых сталей, Т — для теплоустойчивых легированных. Буква Н — для наплавок, А — для пластичных металлов.
Далее следует буква, обозначающая толщину покрытия. М — тонкое покрытие, С — среднее, Д — толстое, Г — особо толстое.
Толщина покрытия определяется в процентах по отношению к самому стержню.
Следующая буква кода означает тип электрода. Если это буква Е, то электрод плавящийся.
Далее следуют цифры, которые характеризуют предел прочности на растяжение, относительное удлинение и температуру сохранения ударной вязкости. Они имеют значение только для профессиональных сварщиков, работающих на особо ответственном производстве.
За ними идут одна или две буквы, означающие материал обмазки электрода. А означает кислотное соединение, Б — щелочное, Ц — целлюлозное, Р — рутиловое, П — прочие виды. Возможны смешанные типы обмазки, такие, как РЦ.
Последние две цифры кода означают одни из самых важных параметров — положение в пространстве, в котором можно производить ручную дуговую сварку, и характеристики тока для сварки.
Например, код «13» следует читать как 1 и 3. 1 — варить можно в любом пространственном положении, 3 — необходимо использовать ток обратной полярности либо переменный напряжением 50 В.
Приварим намертво, недорого, звоните
Прихватка конструкций перед сваркой.
Основные способы сварки – частое, но неверное определение классификации в данном контексте. Правильнее будет «самые популярные».
Перед вами тройка заслуженных призеров:
- Ручная дуговая – золото.
- Газовая – серебро.
- Полуавтоматическая – бронза.
Каждый призер относится к разным сварочным семействам, по идее их лучше описывать на своих законных местах вместе с близкими «родственниками». Но мы поступим неправильно – представим сварочных чемпионов в начале обзора.
Ручная дуговая сварка РД
Народная любимица №1, самый распространенный вид в быту и в промышленности. Три главных слова в РД – простота, дешевизна, транспортабельность. Физика процесса заключается в плавке специального покрытого электрода, который оставляет за собой след в виде варочного шва. Электроды применяются разные, в зависимости от металла. Дуга – это расстояние между электродом и поверхностью металла, который играет роль второго электрода.
Сварка РД имеет серьезные преимущества перед другими видами:
- способу РД легко научиться;
- варить можно в любых положениях в пространстве;
- варить можно самые разные металлы, в продаже есть электроды на любой вкус;
- доступное транспортабельное оборудование
Газовая сварка
Народная чемпионка №2, заслуженная серебряная медаль. Вот когда сварщики возят с собой газовые баллоны: им нужна смесь кислорода с каким-нибудь горючим газом – ацетиленом, пропаном или бутаном. Физика процесса – тоже плавление, но тепло подается не электродом, а газовой горелкой. Металл поверхностей плавится факелом горелки, процесс происходит плавно и довольно медленно. Чем толще слой металла, тем медленнее он плавится.
В чем газовая сварка лучше других способов:
- отлично варятся цветные металлы;
- оборудование проще, чем электрических методов;
- возможность контролировать смесь и пламя;
- не нужен мощный источник энергии, метод автономен.
Без минусов не обойтись, «газовые» недостатки следующие:
- очень медленный нагрев поверхностей;
- низкая концентрация тепла из-за рассеивания;
- высокая стоимость электричества.
По стоимости электричества дуговые способы могут поспорить с газовыми: при РД электричество тоже тратится нещадно. Но в итоге газовый метод из-за своей «тихоходности» обходится значительно дороже.
Полуавтоматическая сварка
Классификация сварочной дуги.
Бронзовый чемпион, замыкает популярную тройку, но по своим перспективам легко обойдет первых призеров. По сути это вид знакомого нам дугового вида, прогрессивная эволюция РД. Отличается большим количеством технологических нюансов, вариантов, инструкций. Нам достаточно знать то, что «автоматическая часть» метода – это подача сварочной проволоки.
Ручная часть – сам процесс сварки с контролем подачи проволоки. Варить можно с газом (углекислым газом для новичков, аргоном для профессионалов), можно без газа, с подачей прямого тока. Вариант без газа любят в гаражах и на дачных участках, в этом случае нужна специальная порошковая или флюсовая проволока. Когда она горит, образуется газ с парами, которые защищают область горения.
Полуавтомат – безальтернативный метод на СТО: кузовные работы проводятся только с его помощью. В полуавтомате используются газ и специальная проволока вместо привычного электрода. Газ из горелки с проволокой подаются в сварочный рукав. В итоге процесс защищен от воздействия внешней среды. Режимы процесса определяет сварщик в зависимости от толщины металла.
У полуавтоматического метода серьезные преимущества перед другими видами:
- отличное качество шва;
- высокая скорость работы;
- удобство в работе;
- варятся как цветные и черные металлы;
- можно варить заржавевшие или оцинкованные металлы;
- широкий выбор материалов, скромные финансовые затраты.










