Особенности конструкции и изготовление гибочного станка для профильной трубы
Содержание:
Особенности холодного изгибания
Согнуть профиль без нагрева можно разными способами. Проще всего это сделать с использованием специального инструмента, а именно профилегибочного станка. Его можно купить или сделать самостоятельно, что довольно сложно.
Однако, покупка инструмента не оправдает себя, если нужно всего лишь изогнуть несколько деталей. Поэтому многих интересует, как выполняется гибка профильной трубы руками и возможно ли это вообще.
 Самодельных приспособлений для холодной гибки труб множество. На рисунке представлена схема одного из таких устройств
Самодельных приспособлений для холодной гибки труб множество. На рисунке представлена схема одного из таких устройств
Такая операция вполне возможна. Для ее проведения потребуются простейшие приспособления в виде оправки или гибочной плиты. Их легко можно собрать из подручных материалов. Перед гибкой нужно определиться с наполнителем для трубы.
Если высота ее профиля меньше 10 мм, заполнять деталь не нужно, для изделий с большей высотой наполнитель обязателен. Это может быть песок, подготовленный описанным выше способом, или пружина.
В последнем случае подбирается деталь, выполненная из стали, с плотной навивкой. Ее диаметр должен быть таким, чтобы она плотно входила в полость профильной трубы. Только так она сможет эффективно препятствовать слишком резкому изменению сечения трубы на участке сгиба.
Чтобы по окончанию работы пружину можно было без проблем извлечь, к ее краю перед установкой надежно закрепляют отрезок проволоки.
Теперь нужно определиться с типом приспособления для гибки. Это можно сделать, зная высоту профиля изделия. Для тонкой трубы, с высотой профиля меньше 10 мм, используют гибочную плиту со штырями, выполняющими роль упоров. Они располагаются в соответствии с радиусом изгиба детали. Трубу укладывают между упорами, придавая ей необходимую форму.
Начинают укладывать деталь с средины, так проще выполнить операцию. Потом постепенно продвигаются к краям изделия. Значимый недостаток такого способа изгибания заключается в необходимости приложения значительных усилий.
Кроме того, довольно сложно выполнить изгиб точно по шаблону, очень вероятно, что будут некоторые отклонения от заданной формы.
В процессе холодной гибки в качестве наполнителя для трубы можно использовать пружину подходящего размера. В этом случае к ее концам обязательно крепят проволоку, чтобы пружину можно было легко извлечь после изгибания трубы
Трубы с высотой профиля свыше 10, но меньше 25 мм, сгибают с помощью специального оборудования, оснащенного роликом. Оно действует по принципу так называемого станка Вольнова.
Происходит это следующим образом. Деталь надежно закрепляется в тисках. Через ролик на нее подается значительное усилие, которое сгибает элемент. Такой способ позволяет провести сгибание более точно и качественно.
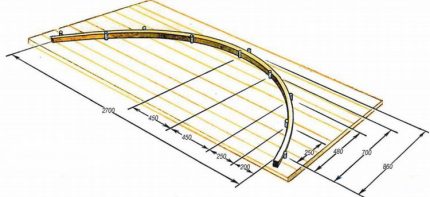
Но и в этом случае придется приложить весьма значительные физические усилия, чтобы получить нужный результат. Если нужно получить деталь с большим радиусом изгиба, например, арку для каркасной конструкции, используются плоскопараллельные пластины или оправка.
Приспособление представляет собой неподвижный шаблон округлой формы, на котором располагаются хомутики, предназначенные для фиксации детали.
Профильная труба с усилием вкладывается в паз, размер которого точно соответствует профилю изделия. Фиксирующие хомуты удерживают фрагменты детали на месте, пока весь элемент не будет уложен в приспособление. Таким образом трубе придается нужная форма.
Если вы владеете элементарными навыками электросварщика, то простой станок для гибки профильного трубопроката можно сделать собственными руками:
Рекомендуем также посмотреть статью в которой мы рассказали о том, как гнуть трубы из различных металлов – подробнее читайте далее.
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
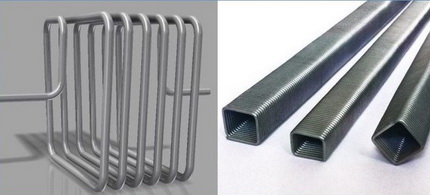
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
Технология сборки
Для того чтобы защитить собранную конструкцию от влажности, ее покрывают специальным раствором, который защитит от ржавчины, и затем красят. В гидравлических станках возможно осуществлять гибку профильной трубы из различных материалов и толстостенные изделия. Осуществлять подобную процедуру возможно холодным и горячим (предварительное нагревание трубы) способом. Предназначение горячего способа – труба нагревается снаружи либо горячий воздух пропускают внутрь трубы, что увеличивает ее пластичность, соответственно, показатели качества изгиба повышаются. Холодный – данный метод отличается простотой, он применяется для пластичных труб.
Как устроен трубогиб?
Конкретная конструкция приспособления зависит, прежде всего, от его предназначения, однако в обязательном порядке трубогиб включает в себя:
- раму;
- пару трубных упоров;
- гидроцилиндр;
- планки (верхняя/нижняя).
Заметим также, что рама может быть как открытой, так и закрытой. Что касается гидроцилиндра, то он – это главная часть приспособления, которая выполняет силовую функцию.
Также в схеме трубогиба своими руками присутствует нагнетательное устройство, которое размещается на тыльной части корпуса; в этом же месте располагается винт перепускного клапана, рукоятка. А вот сверху цилиндра имеется пробка, посредством которой внутрь заливается масло и проверяется его уровень. Размещенная внизу планка агрегата накручивается на резьбу, находящуюся спереди корпуса, а затем прижимается специальной фиксирующей гайкой. Дополнительно планка крепится замком и парой винтов.
Для ручного усиления применяется выдвижной шток, возвращающийся назад благодаря пружине, которая располагается в цилиндре. Планки трубогиба выполнены как сварная конструкция. На поперечных пластинах имеются отверстия, посредством которых устанавливаются упоры. В нижней части корпуса есть еще резьбовые отверстия для установочных болтов, регулируемые по высоте.
Рассматривая трубогиб своими руками, нельзя не отметить тот факт, что профильные трубы с тонкими стенками пользуются в последние годы все большей популярностью, более того, они дают возможность создавать долговечные и привлекательные конструкции, а также экономить на строительных работах. Именно из таких труб сегодня делают теплицы, различные навесы. Чем же отличается профильная труба от обыкновенной? Прежде всего, поперечным сечением, которое в данном случае не круглое, а овальное, прямоугольное либо квадратное. Именно этим и объясняются конструктивные особенности трубогиба для данного типа труб – ролики должны быть такого же сечения, что и сгибаемые изделия, в противном случае сечение последних может быть деформировано.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
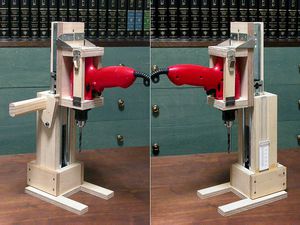
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
https://youtube.com/watch?v=8IYuk41JNRY
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Изготовление гибочного станка для профильных труб своими руками
Конечно, производство высокотехнологичных устройств со сложными конструкциями возможно лишь в заводских условиях. Что же касается более простых механизмов, то при наличии определённых умений, некоторой сноровки, необходимых инструментов и материалов можно изготовить несложный гибочный станок для профильных труб своими руками.
Подобно заводским трубосгибающим устройствам, самодельные гибочные станки для профильных труб также могут быть снабжены электромоторами и электроприводами, либо иметь ручной механизм работы. Например, один из самодельных вариантов ручного трубосгибающего устройства выглядит так: основу его составляет двутавровая толстая стальная балка. Механизм для протяжки труб представлен несложной конструкцией цепного типа, которая снабжена рукоятью. Устройством для деформации труб и их непосредственного сгибания служит простейшая струбцина, которая может быть купленной в готовом виде, самодельной либо снятой с другого устройства. Хотя на вид подобная конструкция выглядит неэстетично и примитивно, но в работе проявляет себя с хорошей стороны и не создаёт каких-либо сложностей и проблем.
Пошаговый процесс изготовления приспособления
Чтобы было понятнее, как работает устройство, нужно разобраться с поэтапным его изготовлением.
 |
Будет изготавливаться прокатный станок, который создаcт регулярное смятие на поверхности трубы. |
 |
Сначала подбирается необходимый материал заготовок. Выполняется разметка для будущих распилов. |
 |
Два подшипника расположатся на пластине на расстоянии, который соответствует размеру трубы. |
 |
Размечается центры сверления для осей подшипников. Задается положение профтрубы, которое она займет при профилировании. |
 |
В качестве осей будут использованы специальные валики. Их наружный диаметр соответствует внутреннему диаметру кольца подшипника. Выполняется специальная проточка, которая зайдет внутрь крышек (верхней и нижней). |
 |
Ролик будет изготовлен из листа рессорной стали. |
 |
Выполняется разметка будущего ролика. Определяется положение центра. |
 |
Циркулем прорисовывается наружный профиль. Изготовление будет выполняться без использования токарного станка, поэтому процесс будет несколько сложнее обычного. |
 |
Просверлены отверстия для осей. Внутрь подшипников забиты валики. Их установили в корпус-крышку. |
 |
Необходимо сформировать внутренние пропилы. В них будут проступать ролики. |
 |
После продольного пиления выполняется поперечное. Приходится вести обработку с обеих сторон. Тогда качество изделия будет выше. Попутно удаляются заусенцы. Притупляются острые кромки. |
 |
Нижняя крышка и подшипники уже установлены. Сверху накладывается верхняя часть. Теперь обеспечивается жесткость самого приспособления. |
 |
Сборка выполнена. Нужно приварить оси. Тогда получится неразъемная конструкция. |
 |
Сначала привариваются только точки. Потом выполняется обваривание. Обязательно проверяется легкость вращения подшипников. Если появляется затруднение в их провороте, то нужно найти причину и устранить ее. |
 |
Пора заняться и роликами. Приходится с помощью УШМ придавать вид, близкий к окружности. |
 |
Зажав в тиски заготовку, выполняют засверливание отверстия. Диаметр равен 12 мм. |
 |
Внутрь вставляют болт, а потом затягивается гайка. Нужен небольшой хвостовик, который можно будет зажать в патроне электродрели. |
 |
С помощью болгарки и дрели можно смоделировать процесс обточки круглой детали на токарном станке. Сначала обрабатывают окружность. Добиваются равного расстояния от центра. |
 |
В дальнейшем снимаются фаски. По центру ролика диаметр больше, чем у торцевых частей. Тогда будет получаться нужный профиль на трубе. |
 |
Видны четкие грани изделия. Таких роликов потребуется изготовить две штуки. |
 |
Заготовка в руках у мастера. Определяется высота стойки, которая потребуется для монтажа роликов. |
 |
Проверяется качество изготовления заготовок. Они должны быть идентичны. |
 |
Вот так ролик будет выступать внутрь приспособления. |
 |
Работать будут с обеих сторон. |
 |
После выполнения примерок и расчетов производится выпиливание стойки. Для нее требуется металл шире (10 мм). |
 |
Стойка готова. Нужно избавиться от заусенцев. |
 |
После зачистки деталь приобретает товарный вид. |
 |
Ставится ось. Собирается каждый узел, проверяется, как вращаются ролики на стойках. Насколько легок их ход. |
 |
Проводится примерка. В самом деле нужно чаще примерять, чтобы потом не ошибаться. |
 |
Прихватываются стойки к корпусу с обеих сторон. |
 |
После прихватки точками и проверки расстояний, а также легкости вращения производится полное приваривание деталей. |
 |
В первом варианте будет проведено испытание изделия. Для удобства перемещения по коротким заготовкам приваривают две рукоятки. Профилирование будет выполняться простым протягиванием вдоль трубы. |
 |
С этой стороны будет заводиться конец профильной трубы. |
 |
Первая проба приспособления. Ставится труба, а потом выполняется надавливание сверху. |
 |
Видно, как формируется новый профиль на поверхности. |
 |
Теперь можно зажать один конец в тисках и пытаться протащить приспособление по заготовке. |
 |
Приходится совершать возвратно-поступательные движения. Нужно смазывать ролики маслом, тогда они будут лучше вращаться на своих осях. |
 |
Каждый ход составляет примерно 80…90 см. Для длинной трубы придется выполнять не менее 8…10 рывков. Поэтому нужна вращающаяся ручка. Тогда движение заготовки будет более ровным. Усилий потребуется меньше. |
 |
Вот такая труба получается в результате ее усиления. Ее можно использовать для теплицы или для изготовления какого-либо другого изделия. |
В результате получено несложное приспособление, которое поможет усилить профиль заготовки.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Принцип работы
Основным и главным отличием профилегиба от других аналогичных агрегатов является то, что он осуществляет гибку заготовок посредствам холодного проката без загиба.
Вне зависимости от своих конструктивных особенностей, все устройства данного типа работают по одному и тому же принципу.
Перед началом работ инструмент нужно в обязательном порядке хорошо раскрепить, используя при этом анкерные болты.
Также проводится внимательная проверка роликов. Они должны быть тщательно очищены от грязи и всевозможной смазки.
После этого агрегат нужно несколько раз обкатать в холостом режиме.
В случае выявления каких-либо неисправностей и дефектов в работе профилегиба, они устраняются до начала проведения работ.
Производит необходимые операции по изгибу металлических профилей можно только на исправном инструменте. На видео, которое размещено ниже, показан принцип работы универсального профилегиба.
Видео:
Перед началом работ также осуществляется проверка деталей, которые будут изгибаться на агрегате.
ВАЖНО ЗНАТЬ: Обзор токарно-карусельных станков
Заготовка должна быть чистой и иметь одинаковую прочность по всей своей площади.
После этого производится настройка роликов станка непосредственно под выполняемую работу.
Для этого отдаются крепежные гайки опорных, а также прижимных роликов, после чего они монтируются на валы через шпонку и прочно закрепляются.
Сама заготовка должна быть прочно зажата в пространстве между валами устройства и только после этого проводится прокатка, за счет которой и происходит необходимый изгиб.
Следует отметить, что в этом случае радиус кривизны для профиля задается при помощи поднятия и опускания вала, расположенного в верхней части профилегиба.
В устройстве ручного типа все необходимые действия на станке производит оператор.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
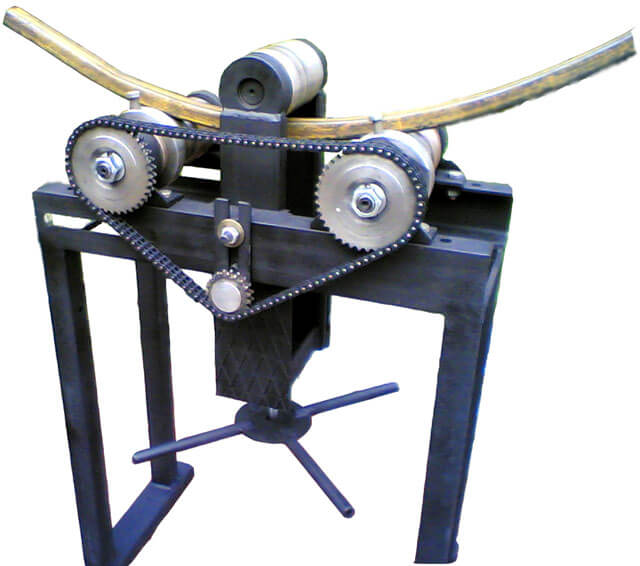
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Станок для загиба — особенности конструкции
Станок обеспечивает не только идеальный загиб на заданный угол, но и гарантирует отсутствие дефектов в гранях трубы. Альтернативой этого способа загиба труб является только «горячая» деформация. Но о точности в этом случае можно забыть.
Станок гибочный для профильной трубы в классическом варианте конструкции, состоит из следующих деталей:
- Станины – жесткой рамы, к которой крепятся все детали станка. Она бывает напольной и настольной.
- Нескольких вальцов – главного рабочего органа станка, которые корректируют движение трубы через станок и осуществляют деформацию.
- Струбцины – источника деформирующего усилия, давящего на грань трубы
- Органов управления станком: рукоятей вращения подающего и прижимающего механизма.
Схема работы загибочного станка выглядит следующим образом. Трубу размещают между двумя подающими вальцами. Вращением струбцины к загибаемой грани трубы подводят деформирующий валок, который вдавливается в поверхность с нужным усилием. Включив подающий механизм станка, осуществляют перемещение трубы сквозь зону деформации.
В итоге, профиль, перемещающийся между подающими вальцами, входит в контакт с деформирующим валком и отклоняется от изначально прямолинейной формы. Причем от способа реализации подающего механизма зависит и производительность, и тип загибочных станков, которые разделяются на ручные и электрифицированные.
Простейший трубогиб для профильной трубы (ручной)
Ручной трубогиб работает от ручного усилия оператора. То есть, подающий механизм такого станка вращают вручную, как и прижимающую струбцину. Разумеется, подобный вариант реализации конструкции трубогиба не позволяет обработать большие партии труб. Но для небольших металлоконструкций – козырьков, навесов, небольших теплиц – такой трубогиб просто идеален. Да и стоимость ручного трубогиба будет существенно ниже варианта с электрическим приводом.
Кроме того, ручной трубогиб можно изготовить самостоятельно! Для этого нужно наварить на широкую двутавровую балку (будущая станина) П-образное основание для струбцины. В качестве струбцины можно использовать обычную шпильку с наваренным на один конец валком.
Для передачи деформирующего усилия можно использовать вваренную в верхнюю часть П-образного основания струбцины гайку, в которую заранее вкручивают шпильку. Далее, по обеим сторонам от П-образного корпуса струбцины, на двутавровую балку наваривают стаканы для подшипников, в которые поместят оси вальцов-барабанов.
На ось первого, подающего валка с одного края наваривают рукоять, а с другого – ведущую звездочку зубчатой передачи. На оси второго подающего валка закрепляют ведомую звездочку зубчатой передачи.
И после натяжения цепи ручной трубогиб будет готов к работе.
Ручные трубогибы используют в бытовых целях. Они помогут в создании заготовок для небольшой металлоконструкции любого типа.
Электрифицированные механизмы
Трубогиб с электрическим приводом предполагает полную механизацию процесса подачи трубы в зону деформации. И этот вариант куда лучше ручного станка. Поскольку мотор может обеспечить довольно большое тяговое усилие, перемещающее трубу, что позволяет загибать трубы больших габаритов.
С конструкционной сточки зрения, электрифицированный станок отличается от ручного только наличием дополнительного механизма, транслирующего момент вращения с вала электродвигателя на оси подающих вальцов.
Кроме того, электрический привод может быть установлен и на деформирующий механизм – струбцину. В итоге, используя контролируемое усилие в механизмах подачи и деформации, можно добиться загиба трубы по более сложному профилю. Трубогибы с приводом на электромоторах можно использовать в мелкосерийном и серийном производстве заготовок для металлоконструкций.
Гидравлический трубогиб
Кроме механического и электрифицированного трубогиба современные станкостроители выпускают еще и загибочные станки с гидравлическим приводом. От вышеописанных вариантов этот тип станков отличается наличием гидравлического привода, передающего свое усилие на деформирующие вальцы. Проще говоря, в данном устройстве резьбовую струбцину заменяют гидравлическим прессом, расположенным в нижней части станины.
https://youtube.com/watch?v=b4NSJo-FZNY
На практике такая конструкция дает возможность изогнуть трубу практически под любым углом. Ведь гидравлический пресс создает намного большее усилие в зоне изгиба, чем резьбовая струбцина. И такой вариант, без сомнения, пригодится в серьезном, промышленном производстве металлоконструкций любой формы.