Штангенциркуль: виды, устройство, погрешность и выбор
Содержание:
Методика поверки
Поверку измерительных инструментов, как и их производство, осуществляют согласно нормам ГОСТа 8.113-85. Контрольно-измерительные манипуляции проводятся в специальных лабораториях и выполняются на сверхточных станках. Однако выполнить простейшую поверку штангенциркуля можно и в домашних условиях. Для этого инструмент тщательно очищают от грязи, пыли, налипших опилок, металлической стружки и смазочных материалов, после чего насухо вытирают чистой тканью. Затем сводят губки штангенциркуля до упора и смотрят за положением нулевых штрихов.
Если прибор отрегулирован правильно, то риски должны совпадать. В противном случае необходимо обратиться в специализированный центр, где произведут поверку и настройку прибора, на основании которых выдадут свидетельство установленного образца. При регулярном использовании штангенциркуля поверку выполняют не реже одного раза в год. В случае износа металла рабочих губок инструмент становится негоден к дальнейшему использованию и подлежит замене на новый. Для увеличения срока службы прибора необходимо держать его в чистоте, а хранение осуществлять только в чехле или футляре.
Модификации штангенциркулей, как правильно измерять
По способу снятия показаний, существуют следующие разновидности инструмента:
Штангенциркуль с нониусом
Нониусом называется дополнительная шкала, перемещение которой вдоль основной, увеличивает точность измерения до 0,05 мм (поз. 7).
Все измерения происходят механическим способом. Оператор согласно инструкции и класса точности, вычисляет показания, совмещая основную шкалу и разметку нониуса. Пример для снятия показаний штангенциркулем с классом точности 0,1 мм.
Единицы миллиметров определяем до нулевой отметки шкалы нониуса. Затем находим совмещение ближайшей к началу шкалы миллиметровой отметки и риски на вспомогательной шкале.
Пример для снятия показаний прибора с классом точности 0,05 мм.
Единицы миллиметров считываются так же, как в предыдущем примере. После запятой в расстоянии будет двузначное число (сотые доли миллиметра с точностью 0,05).
Для более точного позиционирования, подвижную измерительную рамку часто оснащают подстроечным винтом. Это позволяет плавно подводить губки к измеряемой детали. Особенно актуально такое дополнение при измерении мягких предметов.
Штангенциркуль с круговой шкалой
Так же, как и нонинус – относится к механическим измерительным инструментам.
Такой инструмент облегчает считывание значений, что существенно экономит время. Нет необходимости совмещения рисок и вычисления истинного значения. Измерение штангенциркулем с круговой шкалой, доступно для работы с точными инструментами людям со слабым зрением.
Значение целых миллиметров, по прежнему считываются с основной линейной шкалы. А вот десятые (или сотые доли) – отображаются на стрелочном приборе.
Технически инструмент не очень сложный, что благоприятно сказывается на его стоимости. По штанге перемещается ролик, связанный со стрелкой. Механизм имеет возможность фиксации стрелки, для сохранения значения после проведения измерения.
Цифровая индикация
Измерение производится механическим путем, а вот считывание информации – представлено в цифровом виде.
Вместо подвижной измерительной рамки, по штанге перемещается корпус с электронным модулем. Все перемещения, с точностью, указанной в спецификации – отображаются на жидкокристаллическом дисплее.
Одна деталь принимается за эталон, затем производится обнуление штангенциркуля. Вторая деталь измеряется относительно эталона.
Считывание показаний в реальном времени, моментальное восприятие. Пожалуй, самый удобный вариант исполнения. Более продвинутые (и соответственно дорогие) модели, оснащены памятью последнего результата измерения.
Приборная погрешность не зависит от способа представления информации. Если пара «колесико-штанга» имеют точное сочленение, и качественно изготовлены – можно не беспокоится за точность. Высокая погрешность может быть у дешевых китайских подделок. Если изделие произведено на профильном заводе – смело пользуйтесь.
Как выбрать электронный штангенциркуль
Чтобы подобрать лучший инструмент, не стоит полагаться только на рейтинги и рекомендации консультантов. Нужно самостоятельно владеть базовыми знаниями, которые помогут разобраться с основными параметрами цифровых штангенциркулей.
Результат замера у цифрового штангенциркуля выводится на электронное табло
Основные разновидности
Электронный измерительный инструмент считается лучшим по сравнению с механическими штангенциркулями из-за скорости работы и простоты пользования. Человеку не приходится присматриваться к разметке, что особо проблематично людям с плохим зрением. Данные выводятся в виде цифр на электронный дисплей.
Важно! Электронный измерительный инструмент можно подключать к компьютеру для переноса данных или распечатки их через принтер.
Электронные штангенциркули разделяются на несколько видов, каждый из которых отличается исполнением и областью применения:
- ТИП 1 и 2. Цифровой инструмент этой группы предназначен для выполнения наружных и внутренних замеров. По конструкции штангенциркули бывают одно- и двухсторонние. У них может присутствовать или отсутствовать глубиномер.
- ТИП 3. Электронные модели этой группы способны делать замеры большого диапазона.
- Разметочные. Простейший вид штангенциркулей, которые используют для разметки заготовок.
- Специальные. Электронными штангенциркулями этой группы замеряют наружные и внутренние канавки, уступы и другие сложные элементы.
Осуществляя выбор лучшего цифрового устройства, в первую очередь задумываются о задачах, которые собираются решать с помощью инструмента. Отсюда определяются, какими характеристиками должен обладать цифровой инструмент. Основными из них являются:
- диапазон замера;
- размер погрешности;
- цена деления;
- в каких условиях способен работать цифровой прибор: влажность, диапазон температур.
Если осуществлять выбор электронного устройства для пользования в быту, то диапазона измерений хватит от 0-125 до 0-150 мм. При этом цены деления хватит 0,01 мм. Для профессионального пользования требования будут выше. Диапазон измерений от 300 мм. Цена деления – 0,01, 0,02, 0,05 и 0,1 мм.
Качество исполнения
Штангенциркуль является измерительным высокоточным инструментом. Для него важна точность замера, которая часто зависит от качества исполнения электронного устройства. При покупке нужно тщательно провести осмотр
Внимание обращают на следующие нюансы:
- Внешний вид. Цифровая модель должна соответствовать фотографии на упаковке, а также изображению, которое производитель размещает на официальном сайте. Номер на корпусе должен означать страну-изготовителя.
- Исполнение подвижной рамки. Элемент должен свободно и плавно перемещаться по линейке. Лучшей считается рамка из нержавейки или сплавов цветных металлов.
- Губки. Именно этот элемент во многом отвечает за точность замера. На губках должна быть идеальная шлифовка поверхности, отсутствие зазубрин, люфта и других дефектов. В сомкнутом состоянии между губками не должен оставаться зазор, а на электронном дисплее высвечиваться значение 0.
- Точность. Параметр должен соответствовать указанным производителем характеристикам. Для этого проводят контрольный замер детали с известными точными размерами.
- Комплектность. С цифровым штангенциркулем должен идти технический паспорт, в котором стоит отметка о гарантии, поверке, инструкция. Плюсом будет, если производитель предусмотрел чехол, батарейки.
Кейс обеспечивает хорошую сохранность электронного устройства
Если, осуществляя выбор штангенциркуля, при осмотре обнаружили большие несоответствия, от такой цифровой модели лучше отказаться.
Дополнительные функции
Производитель наделяет свои электронные устройства дополнительными функциями. Они направлены на упрощение работы, делают цифровой инструмент лучшим среди конкурентов.
К дополнительным функциям относятся:
- Автоматическое включение цифрового прибора при перемещении губок и самостоятельное отключение в случае его неиспользования. Функция ускоряет рабочий процесс за счет отсутствия необходимости выполнять лишние действия. Автоматическое отключение экономит заряд батареек.
- Функция переключения единиц измерения позволяет выводить на электронный экран результат в дюймах и миллиметрах.
- Функция переключения относительный/абсолютный режим позволяет выставить в требуемой точке 0 и отсюда продолжать делать замер.
- Функция MODE. При запуске цифровой инструмент переходит в режим быстрой работы, предоставляется возможность выполнять замеры минимального или максимального значения.
Дополнительной функцией считается вывод данных на компьютер. Некоторые дешевые цифровые модели лишены этого приоритета.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
p, blockquote 18,0,0,0,0 –>
1. Измерение валов штангенциркулем.
p, blockquote 19,0,0,0,0 –>
p, blockquote 20,0,0,0,0 –>
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
p, blockquote 21,0,0,0,0 –>
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
p, blockquote 22,0,0,0,0 –>
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.
p, blockquote 24,0,0,0,0 –>
При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул 🙂 .
p, blockquote 25,0,0,1,0 –>
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.
p, blockquote 26,0,0,0,0 –>
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
p, blockquote 27,0,0,0,0 –>
4.Измерение глубины линейкой глубиномера штангенциркуля.
p, blockquote 28,0,0,0,0 –>
При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
p, blockquote 29,0,0,0,0 –>
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру) :
p, blockquote 30,0,0,0,0 –>
p, blockquote 31,0,0,0,0 –>
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ.
p, blockquote 32,0,0,0,0 –>
С вами был Андрей !
p, blockquote 33,0,0,0,0 –> p, blockquote 34,0,0,0,1 –>

Официальное обсуждение вопроса почему штангенциркуль называют колумбиком, ответы двух пользователей имеются на сайте. Инструкции и видео ответ имеется.
Качество видео: HD 1080
Видео загружено админу от пользователя Азамат: для срочного просмотра на портале.
Чтобы дать правильный ответ на вопрос нужно посмотреть видео. После просмотра вам не потребуется обращаться за помощью к специалистам. Подробные инструкции помогут вам решить ваши проблемы. Приятного просмотра.
Юмор в теме: Семь раз примерь – и муж согласится на всё!
Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Снятие показаний [ править | править код ]
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0.1 мм.
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Устройство [ править | править код ]
Штангенциркуль, как и другие штангенинструменты, имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Штангенциркуль — Википедия. Что такое Штангенциркуль
|
Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения.
Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Устройство
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний
Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и плюсуют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей шц-1 цена деления нониуса 0.1мм .
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей
Штангенциркули по ГОСТ 166-89:
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85.
История возникновения и развития казино
Заведение начало официальную деятельность еще два года назад, собрав опытную команду аналитиков, разработчиков и менеджеров, которые выступали экспертами в индустрии азартных развлечений. Благодаря подобным сотрудникам, казино Коламбус быстро создало идеальную площадку, где можно развлекаться и зарабатывать реальные деньги.
На начальном этапе организация зарегистрировала официальное юридическое лицо, а также получила лицензию на деятельность от eGaming Curacao. После этого клуб под названием Columbus разработал игровую площадку, написал правила пользовательского соглашения, а затем занялся подписанием партнерских соглашений с провайдерами софта.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.
Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.
Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.
Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.
Штангенциркуль или колумбик?
Многие из вас на производстве при измерении деталей столкнулись наверное с самым (по моему) популярным видом измерительного инструмента — штангенциркулем или как часто его называют бывалые работники колумбик. Честно я вам скажу когда я пришел на завод в 2004 году я часто слышал как его так называют да и сам стал произносить это название, чтобы не выглядеть неучем среди опытных коллег ИТР 🙂 .
p, blockquote 4,0,0,0,0 –>
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК.
p, blockquote 5,0,0,0,0 –>
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
p, blockquote 6,0,0,0,0 –>
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
p, blockquote 7,0,0,0,0 –>
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю 🙂 Теперь по теме.
p, blockquote 8,0,1,0,0 –>
Как устроен штангенциркуль, он же колумбик, все в этом видео:
p, blockquote 9,0,0,0,0 –>
p, blockquote 10,0,0,0,0 –>
Общие сведения
Принцип действия и назначение
Назначением штангенциркуля является проведение замеров с высокой точностью снаружи и внутри измеряемых объектов, а еще глубины различных отверстий. Особенностью инструмента является универсальность. Распространенным названием данного инструмента является «штангель» среди тех, кто постоянно им пользуется, и является самым простым сокращением слова.
Устройство, свойства и характеристики
Если вы подключите фантазию, то заметите, что внешне штангенциркуль похож на симбиоз линейки и молотка. Классический инструмент состоит из следующих элементов:
- Штанга с размеченной шкалой, причем максимальная величина измерений будет зависеть от длины штанги.
- Измерительная рамка – речь идет о подвижной части штангеля, которая может перемещаться вдоль штанги. На нее нанесена шкала нониуса, которая дает возможность определить миллиметровые доли. Внутри рамки установлена пружина с винтом для фиксации, которая прижимает ее к штанге, а это уменьшает погрешность измерений, которая может повыситься вследствие перекоса подвижной части относительно той, что неподвижная. Вместо нониуса может быть установлена шкала циферблата или небольшой цифровой дисплей, и это будет зависеть от модели штангенциркуля.
- Неподвижная губка – конструктивно представляет собой частью штанги или жестко прикреплена к ней, и расположена с одной стороны инструмента. Рабочая зона – это внутренняя грань губки стационарного типа, и при измерениях ее нужно плотно прикладывать к объекту измерения.
- Подвижная губка представляет собой конструктивную часть рамки или жестко на ней закреплена. Рабочая часть тоже внутренняя, а деталь расположена ровно напротив неподвижной губки так, чтобы при сдвигании рамки грани двух губок соприкасаются. В таком положении нулевые параметры шкалы штанги и нониуса должны совпадать.
- Выдвигающаяся планка – это часть измерительной рамки конструкционного типа, а также ее назначение для замера глубины в объекте.
Практические примеры
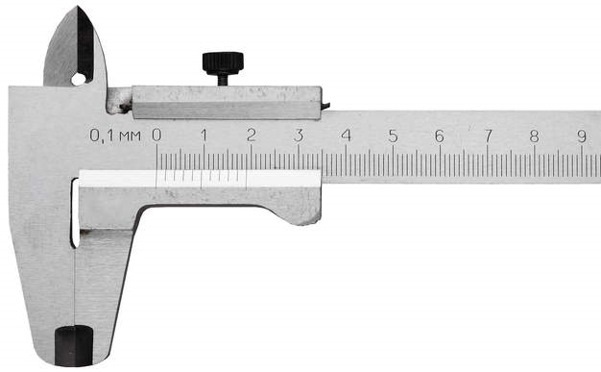
Качество измерения зависит как от индивидуальной квалификации специалиста, так и от способности человеческого глаза оценивать объект измерения. Именно по этой причине класс точности штангенциркулей ограничен делением 0,05 мм — более мелкая нониусная шкала с трудом воспринимается зрением и может привести к ошибке. Хотя бывают и штангенциркули повышенной точности — до 0,02 мм. Основная шкала этого прибора имеет цену деления 0,05 мм.
Примеры измерений:
- Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
- Замер внутреннего диаметра втулки. Результат — 27,30 мм.
- Проверка осуществляется замером толщины стенки — 2,80 мм. Пересчет по двум первым замерам дает (33,05−27,30)/2=2,90 мм.
- Замер высоты втулки губками инструмента — 40,40 мм.
- Замер высоты глубиномером — 40,40 мм.

Чем объясняется полученная погрешность 0,05 при замере толщины стенки? Можно назвать три причины:
- погрешность инструмента;
- качество изготовления детали. У втулки при отрезке не сняты заусенцы, что привело к недостоверному результату при замере внутреннего диаметра, а результат замера должен заставить токаря исправить это отклонение;
- третья причина точно сформулирована великим творцом Возрождения Микеланджело: «Циркуль следует иметь в глазу, а не в руке, ибо рука работает, а глаз судит». Глубиномер при замере можно было установить не строго вертикально, полученный замер получился бы недостоверным.
Инструкция инструмента предписывает простые правила, как правильно измерять штангенциркулем — при замере (в том числе глубины) инструмент должен быть установлен строго вдоль или перпендикулярно оси детали, губки должны быть плотно прижаты к измеряемой поверхности, а каретка зафиксирована винтом.
 Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h12. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h12. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
При изготовлении деталей в пределах 8−12 классов точности применяются и другие модификации и виды штангенциркуля. Штангенглубиномер вместо губок оснащен опорными лапками для установки на края или буртики отверстий. Каретка штангенрейсмаса с установленной чертилкой позволяет использовать его для разметки высотных размеров.
По совокупности своих характеристик штангенциркуль нашел свое место в геральдике и эмблемологии, характеризующих его присутствие на гербах некоторых городов или на эмблемах ведомств и структур как символ технической вооруженности.
Originally posted 2018-04-06 09:29:21.