Принцип работы любого сварочного полуавтомата
Содержание:
Особенности
Сварка полуавтоматом без газа позволяет достигать необходимого уровня плавления металлической поверхности, при этом диаметр проволоки составляет от 0,8 до 2 мм. Благодаря специальному составу флюса полуавтоматическая сварка дает возможность выполнить высококачественный и прочный шов при соединении металлических заготовок любой толщины, что говорит о высокой эффективности сварочного метода.
Процесс сварки металлических деталей без применения среды защитного газа обладает целым рядом преимуществ, по сравнению с другими технологиями:
- отсутствует необходимость в приобретении и последующей заправке дорогостоящих баллонов с газовой смесью;
- не требуется перемещение тяжелых газовых баллонов в процессе выполнения работ;
- сварочный флюс может быть выбран по диаметру и составу его наполнительного порошка, что является удобным при сварке различных видов металла;
- в процессе сварки можно контролировать образование стыковочного шва через стекло защитной маски.
Проволока с размещенным внутри нее флюсом является универсальным и экономически выгодным заменителем газобаллонного оборудования. По своему устройству проволока состоит из полой трубки из стального материала, внутри такой трубки размещается флюс в виде порошка. Внешне такой порошок выглядит как обмазка, которую используют при изготовлении обычного сварочного электрода. Во время выполнения работ полуавтоматическое сварочное устройство обеспечивает высокотемпературную среду, в которой флюс без остатка расплавляется. В получившейся сварочной ванне образуется жидкий металл, защищенный образовавшимся при сгорании присадок газе. Этот газ защищает соединение шва от воздействия кислорода, что обеспечивает прочность и надежность соединения.
Использование методики сварки без газа с помощью полуавтомата по сравнению с обычными видами сварочных работ, выполняемых в активной или инертной газовой среде, которую подают во время работы из баллона, имеет свои преимущества и недостатки.
Среди достоинств можно выделить следующие:
- сварочный полуавтомат компактен по своим размерам и имеет небольшой вес, вам не придется приобретать шланги и газовый баллон с редуктором для выполнения сварки;
- компактность оборудования позволяет применять его в малодоступных участках – с ним можно работать на высоте, а также в узких коридорах или комнатах;
- значительно экономится время для подготовки оборудования к работе;
- процесс сварки выполняется быстро и аккуратно;
- сварной шов формируется под визуальным контролем, осуществляемым через защитную маску;
- температура и мощность электрической дуги может быть выбрана в зависимости от вида свариваемых металлов;
- проволоку можно выбирать с различным видом наполнителя.
К недостаткам полуавтоматической сварки можно отнести следующие моменты:
- стоимость проволоки с флюсом достаточно высокая;
- проволока для сварки обладает определенной степенью хрупкости, поэтому она требует аккуратного обращения с ней во время работы;
- в соответствии с составом флюсового порошка на аппарате полуавтоматической сварки необходимо правильно выбрать нужный режим работы, что вызывает затруднения у новичков;
- при использовании сварочного флюса во время формирования шва образуется шлак, который придется зачищать;
- у полуавтомата имеется возможность изменения полярности подключения, как это использовать и с какой целью – нередко вызывает у неопытных сварщиков сомнения.
Себестоимость проведения таких работ минимальна, что особенно важно, если приходится заварить небольшой участок
Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным — широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
Немного теории. Настраиваем устройство.
Тут необходимо пояснить, что существует два принципиально отличающихся варианта сварки полуавтоматом.
Первый – когда нет необходимости обеспечивать полный провар шва на всю глубину свариваемых кромок. Это наиболее часто встречающаяся задача при производстве различных конструкций из различных профилей металла (или листа) с небольшой толщиной стенки (0.8 – 2.5 мм.), к которым нет особо строгих требований по прочности.
В этом случае настраиваем полуавтомат таким образом, чтобы подача проволоки была минимальна, сварочный ток – так же минимальный. Процесс поддержания дуги обеспечивается повтором короткого замыкания. Присадочная проволока касается детали, её нижняя часть (2-3 мм) плавится, стекает в шов, в месте разрыва возникает дуговой промежуток, поддерживающий шов в расплавленном состоянии, затем проволока поступает снова, опять происходит касание и всё повторяется. Поскольку всё происходит достаточно быстро, процесс выглядит непрерывным.
Полный провар кромок не достигается, но зато можно не беспокоиться о случайных сквозных прожигах, вести без перенастройки как горизонтальный, так и вертикальны шов, даже потолочный. Ванна шва формируется равномерно, металл шва не перегревается и не «стекает» под воздействием гравитации, как это случается у неопытных сварщиков в других случаях. Практика показывает, что даже неподготовленный оператор способен после нескольких часов практики уверенно работать полуавтоматом в таком режиме.
Другой вариант – когда мы хотим обеспечить полный глубокий провар соединяемых кромок, конструкция имеет повышенные требования к прочности, а толщина металла — от 3 мм.
Обычно этот режим ищут, выбирая достаточно большой ток и близкую к максимальной скорость подачи проволоки. В этом случае дуговой промежуток постоянный, сварочная проволока расплавляется не успев «дойти» до шва. В этом случае от сварщика требуется квалификация несколько выше. А так же грамотный предварительный расчёт сварки всей конструкции. Нужно очень хорошо продумать первоначальные прихватки и последовательность наложения сварных швов. А так же их оптимальную длину.
Немного остановимся и на этом. Работая сварочным полуавтоматом оператор иногда успокоенный стабильным течением процесса, увлекается и может, забыв о тепловых деформациях, испортить всю конструкцию. Поэтому накладывать слишком длинные швы (в каждом случае длина определяется опытным путём) не рекомендуется. Лучше через определённые промежутки накладывать пунктирные швы, а затем, дав им остыть – перекрыть эти промежутки следующим сварным швом.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Топ сварочных полуавтоматов
Лучший профессиональный MIG/MAG/MMA сварочный полуавтомат
1. Aurora SKYWAY 300
Профессиональный сварочный инвертор, предназначенный для ручной дуговой сварки (MMA) и полуавтоматической сварки проволокой (MIG/MAG). Работает от трёхфазной сети с напряжение 380 вольт. Выдаёт постоянный сварочный ток силой от 50 до 300 ампер. Мощности в 11 кВт хватит для решения самых сложных задач. Продолжительность включения при максимальном токе составляет 35 %: то есть, из 10 минут работы 3,5 минуты займёт сварка, а оставшееся время потребуется для остывания. Поддерживает проволоку диаметром от 0,8 мм до 1,2 мм. Скорость подачи проволоки — 3-16 м/мин. Свою немаленькую цену в 80 500 рублей этот мощный и производительный аппарат окупит очень быстро.
Лучший полупрофессиональный инверторный сварочный полуавтомат
2. Сварог REAL MIG 200
Недорогая, но производительная модель полупрофессионального класса ценой около 25 000 рублей. Предназначена для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки порошковой проволокой (FCAW), а также классической ручной дуговой сварки покрытым электродом (ММА). Инвертор работает со сварочным током от 10 до 200 ампер. Аппарат однофазный, подключается к бытовой электросети с напряжением 220 вольт. Мощности в 7,7 киловатта хватит для обслуживания небольшой мастерской. Продолжительность включения при максимальном токе составляет внушительные 60 %. Поддерживает электроды диаметром от 1,5 мм до 4 мм и проволоку диаметром от 0,6 мм до 1 мм, обеспечивая скорость подачи проволоки от 1,5 до 14 м/мин.
Лучший бытовой MIG/MAG сварочный полуавтомат
3. Fubag IRMIG 180
Не самая дешёвая бытовая модель — этот полуавтомат стоит около 16 500 рублей — но точно одна из самых удачных на рынке. Инвертор весит всего 12 килограмм и занимает немного места, так что хранить его можно хоть в гараже, хоть дома в шкафу. Предназначен для полуавтоматической сварки в среде защитных газов (MIG/MAG). Работает от бытовой электросети с напряжением 220 вольт, выдаёт от 30 до 180 ампер сварочного тока. Мощности в 6,6 киловатта с запасом хватит для любых домашних нужд. Продолжительность включения при максимальном токе в 25 % воображения не поражает, но для модели домашнего класса это вполне приемлемая величина. Диаметр проволоки — от 0,6 до 0,8 мм.
Лучший бюджетный MIG/MAG сварочный полуавтомат
4. Wester MIG-100
За скромным ценником в 10 500 рублей с небольшим скрывается очень интересная модель сварочного выпрямителя, которая отлично подойдёт для использования на даче или в гараже. Аппарат предназначен для полуавтоматической сварки в среде инертных или активных газов (MIG/MAG) со сварочным током от 53 до 100 ампер. Мощности в 2,4 киловатта должно хватить для несложных бытовых задач, которым соответствуют и небольшая продолжительность включения при максимальном токе в 10 %, и скромный диаметр поддерживаемой проволоки от 0,6 до 0,8 мм. Аппарат защищён от пыли и воды по классу IP21S, так что использовать его можно даже в самых неблагоприятных условиях. Хороший агрегат типа «мой первый сварочный полуавтомат».
Режимы сварки
Этот вид сварки даёт возможность выставлять настройки самостоятельно. Можно менять такие параметры:
- высоту шва;
- подачу проволоки;
- скорость плавления;
- движение электрода.
С учётом ГОСТа и толщины металла регулируются сварочные горелки. Применение газа уменьшает зону теплового воздействия. Это даёт возможность без дефекта накладывать несколько швов на металл.
Выделяют такие режимы сварки:
- импульсный;
- цикличный;
- точечный;
- струйное перемещение;
- круговое перемещение.
По требованию государственных стандартов применяется инертный газ — гелий, аргон или смесь этих газов. Углекислый газ применяется при работе с низколегированными видами сталей. Правильное применение газа повышает качество шва, защищает сварщика от получения травм и ожогов.
Подающий механизм
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
6 Полуавтоматы торговой марки Ресанта
Сварочная техника этой фирмы сочетает в себе все достоинства современных инверторов – простоту в использовании, высокую надежность, технологичность и компактность. Компания представляет российским потребителям аппараты Ресанта САИПА моделей 135, 200, 190МФ, 220, 165.

Все они работают от сети 220 вольт, применяют модуляцию широтно-импульсного вида для настройки сварочного тока, располагают защитными системами, которые выключают оборудование при коротком замыкании и чрезмерном нагреве. Данные инверторы позволяют применять для сварки порошковую проволоку. В качестве защитного газа используется аргон, углекислый газ, а также комбинация этих соединений.
Инверторы-полуавтоматы Ресанта, заметим, не предназначены для сварки алюминия. От пользователей иногда поступают жалобы на недостаточное качество выполнения некоторых механизмов этих аппаратов. Чаще всего, люди остаются недовольными устройством подачи проволоки (отсутствие реальной возможности настройки скорости ее подачи).

Впрочем, и положительных отзывов о технике Ресанта в интернете можно найти немало. Сварщики высоко оценивают экономичность расхода газа, невысокую стоимость инверторов и наличие в свободной продаже запасных частей для ремонта таких сварочных агрегатов.
Классификация сварочных аппаратов
На рынке сварочного оборудования большое разнообразие полуавтоматов. Они классифицируются по различным признакам.
По виду:
- профессиональные;
- полупрофессиональные;
- бытовые.
По способу перемещения:
- стационарные;
- переносные;
- передвижные.
По характеру защиты:
- в защитных газах (активных, инертных, активных и инертных);
- с порошковой проволокой;
- под слоем флюса.
По типу электродного провода сварка осуществляется:
- алюминиевой проволокой;
- стальной проволокой;
- универсальной проволокой.
По способу питания:
- однофазные;
- трёхфазные.
По типу подачи проволоки:
- тянущий вид;
- толкающий вид;
- толкающе-тянущего вида.
По категории исполнения:
- однокорпусные;
- из нескольких частей.
У каждой модели регулируется скорость подачи проволоки и сварочного напряжения. Регулировка может быть ступенчатой, плавной и плавно-ступенчатой. У некоторых аппаратов от напряжения зависит скорость подачи.
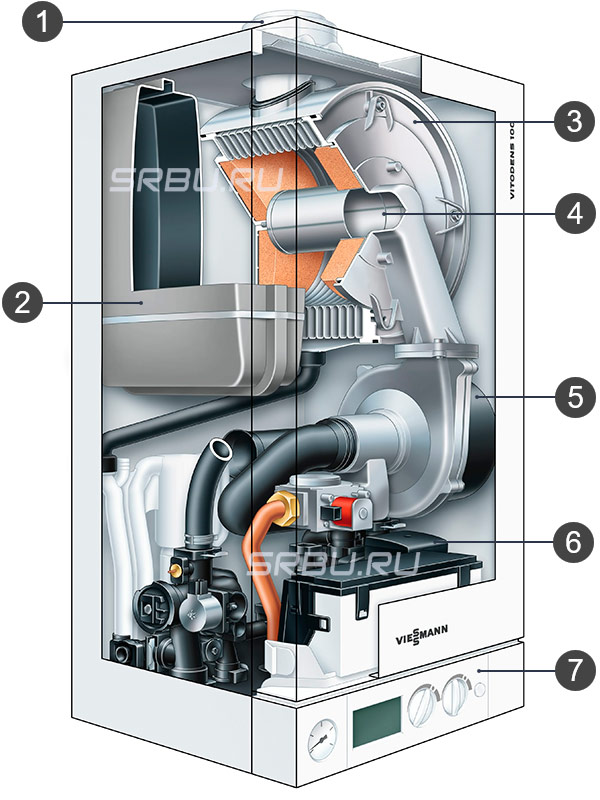
Устройство полуавтомата
Полуавтоматическая дуговая сварка осуществляет качественное сваривание изделий из черного и цветного металла. Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва.
Для сварки требуется полуавтоматическое сварное оборудование. И перед тем как приступать к процессу стоит рассмотреть важные особенности устройства аппарата.
Чтобы понять, какой нужен сварочный полуавтомат, необходимо изучить его устройство. Конструкция прибора включает следующие компоненты:
- основной блок. Это важный элемент устройства оборудования, он отвечает за подачу питания к электродной проволоке;
- сварочный рукав или шланг;
- горелку, внутри которой имеется проволока;
- наконечник токопроводящего вида;
- систему для подачи защитного газа.
Для проведения работ используется механический агрегат, в устройстве которого предусмотрена катушка с проволокой, именно она выполняет функции плавящегося электрода. Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.
Имеется много видов аппаратов, которые используются для сварочного процесса. Для их упорядочивания применяются различные классификации. В зависимости от способа защиты материала при сварочных работах выделяют следующие типы:
- сварка металла полуавтоматом под слоем флюсов. Флюс является порошкообразным составом, который присутствует в сердцевине рабочей проволоки. По химическим качествам он похода на обмазывающий состав для электрода;
- сварка на полуавтомате с использованием инертных и активных газовых смесей.
В зависимости от способа подачи электродной проволоки сварочное оборудование разделяют на:
- Стационарное. Приборы зафиксированы на подставке или специальной консоли.
- Переносное. Оборудование имеет вид переносимой тумбы.
- Передвижное. Это специальная тележка, которая предназначена для перемещения в пределах помещения.
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на производстве или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты. Полуавтомат сварочный с тиристорным управлением
Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
-
Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. -
Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. -
Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
-
Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
-
Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. -
Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Особенности, плюсы и минусы
Некоторые производители выпускают модели, с помощью которых можно соединять не только сталь, но и другие металлы. Их часто применяют опытные сварщики при работе на масштабных объектах, где встречаются различные материалы.
Как и любая продукция, сварочный аппарат должен иметь определённые стандарты качества – в данном случае говорится о документе ГОСТ 14771-76.
Также там можно найти чертёж с подробными обозначениями и, ориентируясь на расшифровку, распознать, для какого вида сварки предназначено изделие, разобраться в его характеристиках:
- первая буква на маркировке товара обозначает тип данного изделия (например, полуавтомат);
- вторая буква должна подсказать, какой именно вид сварки у этого аппарата (дуговая сварка);
- третья будет отвечать за тип сварки, а также за технологические ресурсы оборудования (к примеру, используется для сварки в среде защитных газов);
- по четвёртой букве можно определить источник питания аппарата;
- затем следует обозначение сварочного тока (может указываться в сотнях или десятках ампер в зависимости от оборудования);
- далее, в виде двух цифр идёт регистрационный номер;
- по следующим данным можно увидеть, для какого климата подойдёт устройство;
- и последнее обозначение отвечает за то, в каком помещении можно использовать данный аппарат (в хорошо проветриваемом помещении или только на открытом воздухе и т. д.).
Перед тем, как выбрать сварочный полуавтомат, необходимо проанализировать все достоинства и недостатки различных моделей.
К плюсам, несомненно, можно отнести умение сваривать не только стальные детали, но и другие материалы — чугун или алюминий. Допускается работа с очень тонкими (до полмиллиметра) металлическими листами, а также с коррозийным и загрязнённым основным материалом.
Что же касается минусов, то, наверное, самый значительный — это разбрызгивание расплавленного металла. Работать с устройством нужно в специальной защитной одежде и с маской для лица из-за того, что излучение дуги сильнее, чем у других инструментов.
Принцип работы полуавтомата
Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки.
Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д.
Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.