Что влияет на выбор сварочного тока
Содержание:
Какой ток для какого электрода
Правильный выбор тока для сварки электродами является залогом комфортного рабочего процесса, качественного сварного шва и всего изделия в целом. Для каждой марки существует рекомендуемая величина силы напряжения. Данные сведения прописаны на упаковке сварочных материалов. С приблизительными цифрами вы можете ознакомиться далее.
Ток сварки для электрода 4 мм
 Распространенными являются стержни с диаметром 4 мм. Их востребованность обусловлена тем, что такие расходники подходят для работы с большими и мелкими швами. Сила напряжения при сваривании данным прутком лежит в границах от 110 до 200 А.
Распространенными являются стержни с диаметром 4 мм. Их востребованность обусловлена тем, что такие расходники подходят для работы с большими и мелкими швами. Сила напряжения при сваривании данным прутком лежит в границах от 110 до 200 А.
Ток сварки для электрода 3 мм
Сварочное напряжение для расходников диаметром 3 мм. должно находится в границах от 65 до 130 А. Перед осуществлением работ рекомендуется выставлять среднее значение – 80-90 А. Во время проведения сварочного процесса это поможет определить какой ток для сварки электродом 3мм. является оптимальным.
Ток сварки для электрода 2 мм
При 2 мм. потребуется напряжение от 30 до 80 А. Большой разброс в значениях зависит от металла и выбранного пространственного положения.
Важно! Следует помнить, что данные значения являются относительными. На практике сила тока зависит от марки
Каждая марка имеет собственные показатели, прописанные на упаковке. Поэтому для того, чтобы, например, выяснить какой нужен ток для электрода 4 мм., необходимо ознакомиться с рекомендациями производителей. Опытные сварщики могут полагаться на собственные знания и опыт и иметь некоторые предпочтения.
Полезное видео
Небольшой ролик, где практик-сварщик делится опытом выставления значения тока. Хороший совет эмпирически подбирать силу тока от большего к меньшему.
Как влияет полярность тока
Если вы не знаете, как на сварочном аппарате правильно выставить ток, то стоит обратить внимание на особенности полярности напряжения. При проведении сварочных работ инвертором или классическим оборудованием, выбор режима будет тесно связан с показателями полярности тока

Стоит отметить! Прямая полярность — схема, во время которой расходники подключаются к клемме аппарата со знаком минус, а вот свариваемое изделие соединяется с плюсовой клеммой.
Главная особенность сварки состоит в том, что плавление материала стержней осуществляется в интенсивном режиме, в отличие от плавления заготовки. И чтобы понять, почему так происходит, стоит рассмотреть особенности процесса.
Обычно условное направление протекания электрического напряжения происходит от плюса к минусу. Но вот в реальном физическом процессе все происходит по-другому — во время него наблюдается движение отрицательно заряженных частиц, а именно электронов, и они движутся от минуса к плюсу. При соблюдении такой полярности наблюдается быстрый расход материала стержней. Прямую полярность стоит применять при сваривании тонких изделий, также она подходит, когда к массивной конструкции приваривается заготовка с тонкой структурой.
При подключении стержней к плюсовой клемме, а свариваемой заготовки к отрицательной клемме, выходит ток с обратной полярностью. При ее использовании наблюдается интенсивное расплавление заготовки. По этой причине обратную полярность часто применяют при сваривании изделий с толстой структурой.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Электрическое сопротивление проводников
Сопротивление проводника зависит:
— от длины проводника – с увеличением длины проводника его электрическое сопротивление возрастает;
— от площади поперечного сечения проводника – с уменьшением площади поперечного сечения сопротивление увеличивается;
— от температуры проводника – с увеличением температуры сопротивление увеличивается;
— от коэффициента удельного сопротивления материала проводника.
Чем больше сопротивление проводника прохождению электрического тока, тем больше энергии теряют свободные электроны, и тем сильнее нагревается проводник (которым обычно является электрический провод).
Для каждой площади сечения провода существует допустимая величина тока. Если сила тока окажется больше этой величины, то провода могут нагреться до высокой температуры, что, в свою очередь, может вызвать воспламенение изоляционного покрытия.
Максимальные допустимые значения силы тока для различных сечений медных изолированных сварочных проводов приведены ниже в таблице:
| Поперечное сечение провода, мм2 | 16 | 25 | 35 | 50 | 70 |
| Предельно допустимый ток, А | 90 | 125 | 150 | 190 | 240 |
Запомните! Величина тока в амперах (I), приходящаяся на один квадратный миллиметр площади поперечного сечения провода (S), называется плотностью тока (j):
j (А/мм2) = I (А) / S (мм2)
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Основы электричества
Электрический ток в металлических проводниках представляет собой направленное движение свободных электронов вдоль проводника, включенного в электрическую цепь. Движение электронов в электрической цепи происходит благодаря разности потенциалов на зажимах источника (т.е. его выходного напряжения).
Электрический ток может существовать только в замкнутой электрической цепи, которая должна состоять из:
— источника тока (аккумулятор, генератор, …);
— потребителя (лампа накаливания, нагревательные приборы, сварочная дуга и т.д.);
— проводников, соединяющих источник питания с потребителем электрической энергии.
Электрический ток обычно обозначается латинской прописной или строчной буквой I (i).
Единица измерения силы электрического тока – ампер (обозначается А).
Сила тока измеряется при помощи амперметра, который включается в разрыв электрической цепи.
В отличие от электрического тока, напряжение на зажимах источника питания или элементах цепи существует независимо от того, замкнута электрическая цепь или нет.
Напряжение обычно обозначается латинской прописной или строчной буквой U (u).
Единица измерения величины напряжения – вольт (обозначается В).
Величина напряжения измеряется при помощи вольтметра, который подключается параллельно к участку электрической цепи, на котором производится измерение.
Провода и токоприемники, включенные в электрическую цепь, оказывают сопротивление прохождению тока.
Электрическое сопротивление обычно обозначается латинской прописной буквой R.
Единица измерения сопротивления электрической цепи – ом (обозначается Ом).
Величина электрического сопротивления измеряется омметром, который подключается к концам измеряемого участка цепи, при этом по измеряемому участку цепи не должен протекать ток.
Электрическая цепь может быть составлена так, что начало одного сопротивления соединяется с концом другого. Такое соединение называется последовательным.
В электрической цепи с последовательным подключением сопротивлений (потребителей), существуют следующие зависимости.
Общее сопротивление такой цепи равно сумме всех этих отдельных сопротивлений:
R = R1 + R2 + R3
Так как ток проходит последовательно одно за другим все сопротивления, его величина на всех участках цепи одинакова.
Сумма падений напряжений на всех участках электрической цепи равна напряжению на клеммах источника:
Uист = Uab + Ucd
Величина падения напряжения на отдельном участке электрической цепи равна произведению величины тока в цепи на электрическое сопротивление этого участка.
Если в электрической цепи с одной стороны соединены все начала сопротивлений, а с другой – все их концы, то такое соединение называется параллельным.
Общее сопротивление такой цепи меньше сопротивления любой из составляющих ее ветвей.
Для цепи с двумя параллельно подключенными сопротивлениями общее сопротивление вычисляется по формуле:
R=R1 * R2 / (R1 + R2)
Каждое дополнительное сопротивление при параллельном подключении снижает общее сопротивление такой цепи. В балластном реостате используется схема параллельного подключения сопротивлений. Поэтому при включении каждого дополнительного «ножа» общее сопротивление балластного реостата снижается, а ток в цепи возрастает.
На участке цепи с параллельным подключением ток разветвляется, проходя одновременно по всем сопротивлениям:
i = i1 + i2 + i3
Все сопротивления параллельной цепи находятся под одинаковым напряжением:
Uab = U1 = U2 = U3
Особенности применения
Работа электрического тока в проводниках заключается в 2 явлениях:
- Выделении тепла. Его количество пропорционально квадрату силы тока: Q=(I^2)*R, где R — сопротивление проводника.
- Создании магнитного поля. Его интенсивность возрастает, если проводник смотан в катушку.
Способность электротока создавать магнитное поле используют для понижения напряжения с помощью трансформатора. Он состоит из 2 не связанных между собой катушек. Первичная подключается к сети, и протекающий в ней электроток посредством переменного магнитного поля наводит ЭДС во вторичной. Коэффициент понижения напряжения зависит от соотношения числа витков в катушках.
Что такое переменный ток
Данный вид тока представляет собой организованное колебательное движение заряженных частиц. Причиной явления выступает электрическое напряжение, изменяющееся по синусоидальному закону. Электроток связан с ним прямой зависимостью: I=U/R. Значит, он постоянно меняется таким же образом.
Ток и напряжение этого вида характеризуются следующими параметрами:
- Мгновенным значением. Это сила тока i и напряжение u в текущий момент времени.
- Максимальной величиной. Это наибольшее отклонение от нулевого значения (Imax и Umax).
- Амплитудой. Это разница между наибольшими отклонениями.
- Частотой. Это число колебаний в единицу времени (f). Для сетевого тока показатель составляет 50 Гц (циклов в секунду).
- Периодом. Это длительность одного цикла колебаний в секундах (T). Величина связана с частотой: Т=1/f.
Тот факт, что электроток и напряжение постоянно меняются, сильно усложняет расчеты. Для их упрощения вводят т.н. действующее значение. Это постоянный ток (напряжение), эквивалентный данному переменному, т.е. вызывающий выделение такого же количества тепла в линейном проводнике.
Как узнать сечение
Основные технические характеристики проводников: сечение, диаметр и другие важные свойства — указаны в каталогах или соответствующих описаниях. Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Существует несколько способов для определения сечения проводника. Все они сводятся к тому, что для начала нужно вычислить диаметр жилы. Сделать это можно с помощью микрометра или штангенциркуля. Однако, наиболее простым способом, который не требует специальных принадлежностей, является применение следующего метода.
С полной информацией о сечениях кабелей различных марок исполнитель может ознакомиться в статьях, посвященных данной теме:
Синергетическое управление
Инверторные источники питания позволяют ускорить изменения параметров по току до 1000 А/мс. Высокое быстродействие источника способствует оптимальному выбору токов импульса и паузы, времени импульса и паузы, частоты импульса в зависимости от скорости подачи проволоки Это обеспечивает стабильный перенос капли электродного металла за один импульс.
В современных полуавтоматах внедрены микропроцессорные технологии управления импульсными процессами сварки в зависимости от марки стали, диаметра проволоки, вида защитного газа. Такие системы называются синергетическими.
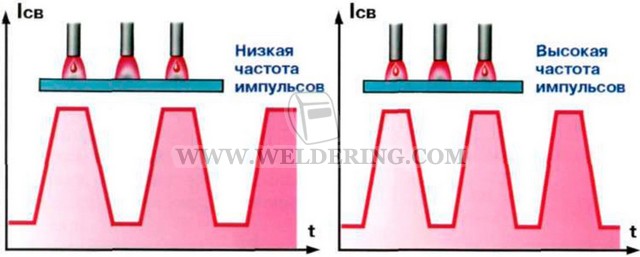
Благодаря предварительному программированию импульсных режимов во время сварки регулируются только два параметра: сварочный ток и длина дуги. Синергетическое оборудование легко перестраивает режимы сварки в зависимости от марки свариваемой стали, диаметра электродной проволоки и вида защитною газа.
В синергетической системе оборудования фирмы «Кемппи» запрограммированы оптимальные параметры режима сварки для различных комбинаций материала: углеродистая сталь, нержавеющая сталь, алюминиевые сплавы; диаметров электродной проволоки сплошного сечения: 1,0; 1,2; 1,6 мм; времени заварки кратера.
Резистор или индуктивность
 Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
https://youtube.com/watch?v=UX81XigBgBY
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок.
возможно то что электрод не относится к маркам
Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
| Неметаллические сварочные электроды | Металлические сварочные электроды | ||
| Неплавящиеся | Неплавящиеся | Плавящиеся | |
|
|
Покрытые | Непокрытые |
|
Использовались на ранних стадиях развития сварочных технологий.Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. |
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла.
Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Виды электродов по роду и полярности сварочного тока:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности (сварочный электрод соединяется с плюсом).
Изменение магнитного потока
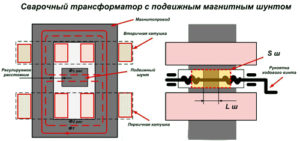 Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Режимы сварки
Современные сварочные аппараты инверторы позволяют изменять силу тока, что в свою очередь дает возможность работать с различными по своим показателям плавкости металлами. Выбирая конкретный режим сварки, следует учитывать следующие факторы:
- Марка электрода.
- Его диаметр.
- Положение электрода при сварке.
- Разновидность и сила тока.
- Количество слоев в шве.
- Полярность тока.
Упрощенно говоря, показатели силы тока выбираются исходя из диаметра электрода. Такой стержень в свою очередь следует выбирать под конкретную марку металлических элементов, которые используются в работе. Также необходимо учитывать положение при проведении сварки. Так, например если работы выполняются в вертикальном положении необходимо на 20% уменьшить количество Ампер от номинального. Подобное позволит избежать стекания расплавленного металла со шва. Помните, что максимальный диаметр стержня при потолочной сварке составляет 4 миллиметра.
Правильно подбираем силу тока для сварки
Диаметр стержней для работы с инвертором или классическими сварочными аппаратами выбирается в зависимости от толщины свариваемых деталей. Если вам нужно заварить поверхность в 3-5 миллиметров, то следует выбирать диаметр стержней не более 4 миллиметров. Для 8 миллиметров рабочего шва будет достаточно электрода с толщиной 5 миллиметров. При этом для каждого из таких стержней необходимо выбирать правильную силу тока.
При работе с 3 миллиметровым электродом показатели силы тока находятся в пределах 65-100 Ампер. Выбор конкретного показателя силы тока в данном случае зависит от положения при сварке и разновидности металла. Опытные сварщики советуют использовать среднее значение в 80 Ампер.
Работая с 4 миллиметровыми электродами необходимо устанавливать силу тока в 120-200 Ампер. Следует сказать, что 4 миллиметровые стержни получили сегодня максимально широкое распространение, так как они подходят для работы с небольшими и средними по размеру швами.
Разновидности электродов с толщиной 5 миллиметров потребуют использования тока в 160-250 Ампер. Следует сказать, что инверторы, способные работать с таким напряжением, относятся к разряду профессиональных. Они гарантируют глубокую проварку и отличное качество соединения.
Электроды толщиной в 6-8 миллиметров требуют использования силы тока в 250 Ампер. В отдельных случаях при работе с тугоплавкими металлическими сплавами необходимо использовать значение силы тока 350 Ампер.
Необходимо сказать, что использование инверторов позволило выполнять качественную сварку даже с применением тонких электродов. Именно поэтому сегодня все чаще используются стержни с толщиной от 1 до 2 миллиметров. Для работы с ними будет достаточно силы тока в 45 Ампер. Отметим, что для качественного выполнения такой сварки инвертор должен иметь функцию плавной регулировки тока, так как резкие скачки и минимальные погрешности могут оказать существенное влияние на качество шва.
Режимы проведения операций
Сила тока при сварке электродом подбирается в зависимости от множества факторов согласно заданному режиму. Режим включает в себя основные показатели, которые определяются исходными данными. Можно определить требуемую форму шва, его размер и качество. Чем больше данных, тем выше качество работы. Основными параметрами являются:
- Диаметр электрода;
- Его марка;
- Положение при проведении операций;
- Сила и род тока;
- Полярность;
- Количество слоев в шве.
При многослойном шве режим может меняться, также как и диаметр и прочие параметры. Исходные данные берутся от электродов, которые в свою очередь подбираются под определенную марку металла. Если в общих данных указаны значения только для нижнего положения, то в этом нет ничего страшного. При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.
Выбор диаметра электрода для сварки
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.