Трубогиб своими руками
Содержание:
Трубогиб стационарный: пошаговая инструкция
Если планируется самостоятельно изготовить теплицу из стальных труб, то понадобится обзавестись не просто обычным трубогибом, а надёжным изделием. Ведь при таком подходе понадобится изогнуть не один десяток профильных труб. Чтобы конструкция теплицы получилась аккуратной и красивой, нужно использовать стационарный трубогиб.
Перед тем, как приступать к изготовлению теплицы, нужно позаботиться о присутствии соответствующего инструмента для гибки профильных изделий. Понадобятся для конструирования стационарного трубогиба элементы:
- прут на 25;
- 6 подшипников;
- швеллер.
Понадобится ещё и сварочный аппарат, при помощи которого будет выполняться соединение всех составных частей. Пошаговая инструкция изготовления стационарного трубогиба выглядит следующим образом:
-
К основанию (швеллеру) привариваются подшипники, которые соединяются между собой валом в виде стальной трубы соответствующего диаметра.
- Чтобы вал не был расположен слишком близко возле основания, следует подшипники приваривать на обрезки прямоугольной трубы по 5 см.
- Чтобы заведомо изготовить агрегат, которым мог бы регулироваться радиус изгиба, основание нужно сделать из двух швеллеров, соединённых между собой завесами, как видно на фото выше.
- Два вала с подшипниками располагаются на одинаковой высоте, а третий (центральный) приваривается с помощью прямоугольной трубки выше на 15-20 см.
- К верхнему валу нужно приварить дополнительную трубку, к которой будет закреплена рукоятка. Этот вал будет приводиться в движение при помощи мускульной силы.
- Приваривается ручка к верхнему валу, после чего можно проверять получившееся изделие на функционирование.
Устанавливая профильную трубку любых размеров, следует отрегулировать радиус конечного изгиба. Делать это можно при помощи домкрата, расположенного под основанием, на котором закреплён один из валов. Отрегулировав требующийся радиус изгиба, вращается рукоятка. В итоге получаются качественные изогнутые трубки. Преимуществом трубогиба называется возможность гнуть материалы любого размера и диаметра.
Из недостатков можно отметить только возможность эксплуатации на одном месте
При этом важно понимать, что применять такое устройство можно для любых нужд. Для изготовления такого устройства понадобятся капиталовложения не более 500 рублей
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера.
https://youtube.com/watch?v=5AzZBrsIabs
Роликовый трубогиб на автомобильных ступицах
Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы
Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
- Три автомобильных ступицы: две – подвижных, расположенных консольно, и одна – неподвижная, которая размещается продольно к оси устройства.
- Две коротких оси, которые собираются на жёстком сварном кронштейне.
- Поворотный механизм кулачкового или эксцентрикового типов, при помощи которого можно изменять расстояние между ступицами.
- Осевая продольная направляющая, в качестве которой можно взять по размерам холоднокатаный швеллер.
- Плоские ограничители хода.
- Внутренний направляющий швеллер с отверстиями под болтовое крепление ограничителей.
- Поворотная ручка.
Такая конструкция оправдает себя при изготовлении пространственных трубчатых элементов сложной формы. Наличие двух ступиц, диски которых разнесены по противоположным частям основания, позволяет прикладывать усилие локально, только к той части трубы, которая в данный момент изгибается. Это искупает такие недостатки конструкции, как сложность монтажа и наладки, а также увеличенные габаритные размеры.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Виды трубогибочных станков
Эти приспособления, дают возможность сгибать профильные или круглые трубопрокатные материалы под нужным углом. Они делятся на:
гидравлические;
механические;
ручные.
Первый вид справляется со сгибанием больших размеров, механические модели используют для средних по величине, а ручные считаются идеальным вариантом для сгибания круглых труб диаметром до 3 см или профильных до 4 см.
По своим конструктивным особенностям, функционалу и принципу работы они разделяются на:
арбалетные;
сегментные;
пружинные.
К основным ручным (механическим) самодельным трубогибам для круглых труб относятся:
- Роликовые — предназначены для изделий, диаметр которых до 40 мм, и применяются, если требуется небольшой угол изгиба;
- Гибочная плита — используется для получения углового загиба малого и среднего радиуса;
- Улиточные — универсальный вид, позволяет производить сгибание круглой трубы по всей длине;
- Арбалетные — устройства похожи на роликовые, но имеют повышенную производительность;
- Рычажные — простые конструкции, они используются при сгибании труб среднего и большого размера под определённым углом.
Модели гидравлических трубогибов для круглых труб или механизмы, работающие от электропривода самостоятельно изготовить сложнее.
Сделать загиб без использования трубогибочного станка не получится, можно попросту испортить изделие или деформировать его.
! Представляем вашему вниманию пошаговою инструкцию, как произвести загиб без профилегиба в домашних условиях.
Технология работы любого трубогиба заключается в возможности правильно согнуть изделие под требуемый радиус.
Виды механизмов для сгибания труб
Приспособления, позволяющие согнуть стальную трубу на определенный радиус, подразделяются по следующим признакам:
- Мобильность. Трубогибы могут быть стационарными и переносными.
- Тип привода. В зависимости от этого признака выделяют ручные, электрические, гидравлические и электрогидравлические устройства.
- Способ воздействия. Трубное изделие сгибают под воздействием обкатки, намотки, прокатки и штока.
Перед тем, как изготовить трубогиб в домашних условиях, нужно понять, как устройство воздействует на заготовку, и ознакомиться с каждым процессом отдельно.
Обкатка
Такой способ подразумевает выполнение следующих действий: один конец трубного изделия прижимают к неподвижному шаблону и посредством прижимных роликов обкатывают трубу вокруг него.
Намотка
В устройстве такого типа предусмотрен подвижный шаблон. На него выполняется непосредственная намотка трубы, которая проходит между шаблоном и специальным упором, располагающимся в начале сгиба.
Трубогиб арбалетного типа
Такое устройство оснащено двумя неподвижными роликами и шаблоном, закрепленным на подвижном штоке. При давлении штока на середину определенного участка происходит сгибание трубы.
Прокатка
Конструкция сделана на основе двух опорных и одного центрального ролика. Такое трехвалковый механизм способствует получению необходимого радиуса при сгибании в результате нажима на трубу центрального ролика, положением которого определяется радиус изгиба. Это дает возможность назвать трубогиб этого типа универсальным, так как все остальные виды сгибают трубу по определенному шаблону.
Трубогиб, работающий по принципу намотки, сделать в бытовых условиях довольно сложно, поэтому выпуском таких механизмов занимаются промышленные предприятия. В случае использования арбалетного трубогиба стоит помнить, что воздействие штока на трубное изделие может стать причиной разрыва материала. Следовательно, указанные механизмы не подходят для изгиба изделий с более тонкими стенками. Прокатное устройство не имеет существенных недостатков, его используют при заводском изготовлении отводов.
Конструкция станка для сгибания трубных изделий самостоятельного изготовления может быть разнообразной. Выбирать нужное устройство следует в соответствии с необходимым радиусом сгибания
Кроме того стоит изучить рекомендации по выбору устройства, а также принять во внимание основные параметры используемых труб: диаметральное сечение и толщина стенки.
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Ещё одна конструкция заслуживающая внимания
Если вы внимательно изучали вопрос приспособлений для гибки, то наверняка уже видели этот механизм. Здесь деформация трубы происходит за счет усилия, которое создает прижимной ролик.
По этому чертежу изготавливается самый дешевый промышленный вариант, который можно приобрести в строительном магазине.
Среди самоделок изготовленных по этому принципу встречаются варианты с цепной передачей, через которую вращение передается на оси всех роликов. Существенный плюс в том, что на любую ось можно приспособить электрическую дрель и протяжку трубы осуществлять без применения физических усилий.
Посмотрите, как люди умудряются гнуть по две трубы за один проход!
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
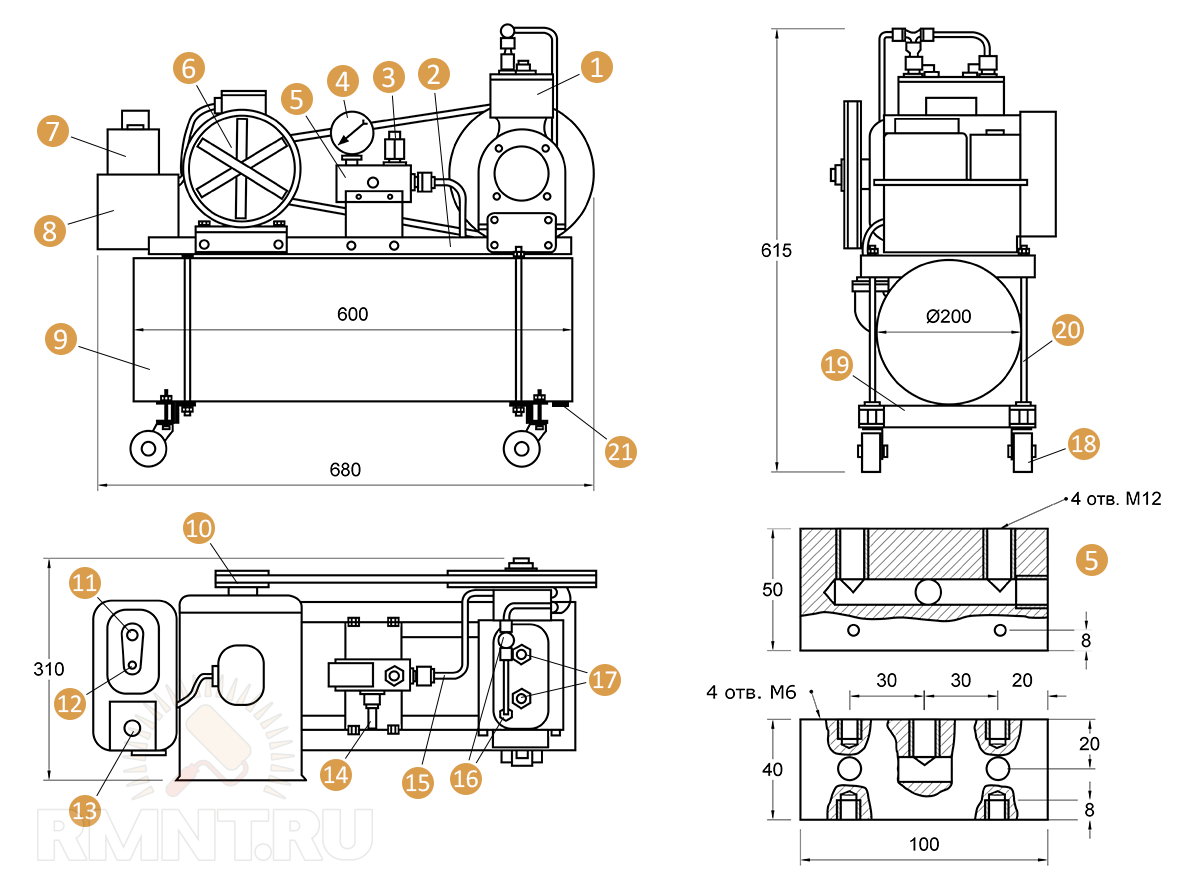
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
-
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
С чего начинается изготовление трубогиба
Самодельный трубогиб изготавливается путём выполнения следующих манипуляций:
- Изготовления каркаса. От качества используемых материалов и сварных швов зависит ресурс изготавливаемого устройства. Сварка не единственный вариант для создания основания, так как можно применять дрель и болтовые элементы.
- Установить в зависимости с размерами чертежей ось вращения, а также сами валы. Два вала устанавливаются ниже третьего. Расстояния между осями этих валов — это радиус изгиба профильной трубы. Об этом нужно побеспокоиться ещё до того, как валы будут зафиксированы на основании.
- Работать устройство не будет, если не приводить в действие вал. Для этого применяется цепная передача, которая может иметь 3 шестерни. Цепная передача не является обязательным элементом устройства, так как в движение можно приводить только один вал, чтобы перемещать профильное изделие через такой инструмент. Если принято решение оборудовать устройство цепным механизмом, то цепь и шестерни берутся от коробки передач автомобиля или мотоцикла.
- Упростить процесс вращения валов поможет специальная рукоятка. При помощи такой рукоятки будет создаваться крутящий момент для получения, в конечном счёте, изогнутой трубы.
Устройство трубогиба не представляет большой сложности, но к его созданию нужно отнестись ответственно. Изготовить устройство на скорую руку не составит труда, но вот будет ли такой инструмент эффективным и надёжным, все зависит от продумывания каждой мелочи. Чтобы регулировать угол или радиус получаемого изгиба профильной трубы, требуется сделать один из валов регулируемым. Это позволит получать изделия разного радиуса, которые применяются не только для сооружения теплиц, но ещё и арок, беседок или въездных ворот.
Фото трубогиба своими руками



































Также рекомендуем просмотреть:
- Вентилятор своими руками
- Прикормка своими руками
- Откатные ворота своими руками
- Ремонт компьютера своими руками
- Станок по дереву своими руками
- Столешница своими руками
- Брусья своими руками
- Лампа своими руками
- Котел своими руками
- Установка кондиционера своими руками
- Отопление своими руками
- Фильтр для воды своими руками
- Как сделать нож своими руками
- Усилитель сигнала своими руками
- Ремонт телевизора своими руками
- Зарядное для аккумулятора своими руками
- Точечная сварка своими руками
- Дымогенератор своими руками
- Металлоискатель своими руками
- Ремонт стиральных машин своими руками
- Ремонт холодильника своими руками
- Антенна своими руками
- Ремонт велосипеда своими руками
- Сварочный аппарат своими руками
- Холодная ковка своими руками
- Дымоход своими руками
- Заземление своими руками
- Стеллаж своими руками
- Блок питания своими руками
- Светильник своими руками
- Жалюзи своими руками
- Светодиодная лента своими руками
- Нивелир своими руками
- Замена ремня ГРМ своими руками
- Лодка своими руками
- Как сделать насос своими руками
- Компрессор своими руками
- Усилитель звука своими руками
- Аквариум своими руками
- Сверлильный станок своими руками
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Технология сборки
Для того чтобы защитить собранную конструкцию от влажности, ее покрывают специальным раствором, который защитит от ржавчины, и затем красят. В гидравлических станках возможно осуществлять гибку профильной трубы из различных материалов и толстостенные изделия. Осуществлять подобную процедуру возможно холодным и горячим (предварительное нагревание трубы) способом. Предназначение горячего способа – труба нагревается снаружи либо горячий воздух пропускают внутрь трубы, что увеличивает ее пластичность, соответственно, показатели качества изгиба повышаются. Холодный – данный метод отличается простотой, он применяется для пластичных труб.