Лучшие аппараты для точечной сварки
Содержание:
- Суть процесса
- Точечная сварка из аккумулятора
- Как подобрать электроды
- PEI-POINT
- Технология точечной сварки
- Как сделать своими руками?
- Как сделать в домашних условиях
- Где применяют метод
- Изготовление устройства
- Оборудование для точечной и шовной контактной сварки
- Многоточечная машина контактной сварки
- Сферы применения
Суть процесса
Точечная сварка относится к популярному виду соединения металлических изделий контактным способом. Металлические изделия сваривают друг с другом не по сплошной линии, а в нескольких точках. Такой метод отличается относительной простотой исполнения и высокой производительностью, чем объясняется широкая сфера его применения. В частности этот метод используется, когда предстоит сварка аккумуляторов своими руками.
Суть работы точечной сваркой отличается крайней простотой. Она состоит в том, что свариваемые детали плотно прижимаются друг к другу, а затем на них подается электрический импульс большой мощности. После того, как разогрев деталей достигнет требуемой температуры, в точке соприкосновения произойдет образование ядра, состоящего из расплавленного металла.
Усиленное сжатие деталей приводит к началу взаимного проникновения молекул прижатых друг к другу металлов. После отключения тока в месте сварки начинает происходить медленное снижение температуры, а металл будет кристаллизоваться. Место сваривания получается настолько прочным, что при попытке разъединить полученное соединение треснет только металл, находящийся вблизи точечного места сварки.
Несложный принцип такого вида сварки включает в себя плотный прижим соединяемых деталей и происходящее вслед за этим генерирование импульса достаточной силы.
К преимуществам точечной сварки относится:
- Прочность соединения.
- Экологичность процесса.
- Технологичность.
- Быстрота.
- Невысокие значения тока и напряжения.
- Незначительность деформации.
- Простота выполнения.
- Удобство работы с аппаратом.
- Экономичность.
Осуществление этого процесса не потребует приобретения таких видов расходняков, как электроды, баллоны с газом, проволока и флюс.
Схема точечной сварки для аккумуляторов своими руками:
Осуществление соединения таким методом включает в себя три простых этапа выполнения:
- Сжатие деталей, вызывающее небольшую деформацию деталей в этой области.
- Подача тока в зону, где расположен контакт, вызывающую расплавление металла и образование ядра.
- Выключение тока. Остывание металла и его кристаллизация.
Во время воздействия тока ядро расширяется до достижения максимальных размеров. Вокруг жидкого ядра образуется пояс, имеющий плотную структуру. После выключения тока необходимо на некоторое время оставлять прижим деталей до снятия напряжения в месте сварки. Благодаря произошедшей ранее деформации металлов отсутствует разбрызгивание, точечный шов получается аккуратным и не требует последующей зачистки.
Точечная сварка аккумуляторов своими руками приводит к весьма существенному сокращению суммы денег, необходимой для приобретения дорогого оборудования. К одним из основных требований относится предварительная подготовка. В нее входит очищение поверхности от имеющихся загрязнений. Иначе при сварке снизится мощность, что приведет к износу применяемого аппарата.
Если после окончания сварки все же появятся наплывы вследствие выплесков металла, то их необходимо аккуратно зачистить. Выплески снижают надежность соединения. Также возможно появление такого дефекта, как прожог. Это может произойти при чересчур большой силе тока, большого времени действия импульса или чрезмерной силе сжатия деталей. В этом случае необходимо снижение силы тока и величины прижима.
Когда импульс будет слабым, то это может привести к непровару. Этот дефект также может возникнуть, если сила сжатия будет недостаточно сильной, или произойдет ослабление сжатия клещей уже во время процесса. Непровар может появиться при слишком близком расположении сварных точек.
Точечная сварка из аккумулятора
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
2
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Как подобрать электроды
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
PEI-POINT
| BSM 216 S1 | Тип привода Ножной |
Мощность сварки 15 кВА |
В наличии |
225 984 q 6 602 BYN |
||
| BSM 216 S1 с плечами 700 мм (нижнее уменьшенное) | Тип привода Ножной |
Мощность сварки 15 кВА |
В наличии |
247 593 q 7 233 BYN |
||
| BSM 221 S1 | Тип привода Ножной |
Мощность сварки 20 кВА |
В наличии |
273 378 q 7 986 BYN |
||
| BSM 226 S1 | Тип привода Ножной |
Мощность сварки 25 кВА |
В наличии |
294 533 q 8 605 BYN |
||
| BSP 216 S1 | Тип привода Пневматический |
Мощность сварки 15 кВА |
В наличии |
262 846 q 7 679 BYN |
||
| BSP 221 S1 | Тип привода Пневматический |
Мощность сварки 20 кВА |
В наличии |
287 542 q 8 400 BYN |
||
| BSP 226 S1 | Тип привода Пневматический |
Мощность сварки 25 кВА |
В наличии |
331 213 q 9 676 BYN |
||
| BSP 216 RF с плечами 700 мм (нижнее уменьшенное) | Тип привода Пневматический |
Мощность сварки 15 кВА |
В наличии |
330 578 q 9 658 BYN |
||
| BSP 221 RF | Тип привода Пневматический |
Мощность сварки 20 кВА |
В наличии |
348 645 q 10 185 BYN |
||
| BSP 226 RF | Тип привода Пневматический |
Мощность сварки 25 кВА |
В наличии |
410 385 q 11 989 BYN |
||
| BSP 236 RF | Тип привода Пневматический |
Мощность сварки 35 кВА |
Поставка за 60 дней |
467 403 q 13 655 BYN |
||
| BSP 136 Inverter | Тип привода Пневматический |
Мощность сварки 55 кВА |
Поставка за 60 дней |
1 142 995 q 33 393 BYN |
||
| PBP 126 | Тип привода Пневматический |
Мощность сварки 25 кВА |
В наличии |
409 840 q 11 973 BYN |
||
| PBP 136 | Тип привода Пневматический |
Мощность сварки 35 кВА |
В наличии |
398 218 q 11 634 BYN |
||
| PBP 151 | Тип привода Пневматический |
Мощность сварки 50 кВА |
В наличии |
475 937 q 13 904 BYN |
Технология точечной сварки
Многие интересуются, как сделать точечную сварку в домашних условиях? Но перед тем как начинать ее самостоятельное изготовление стоит изучить особенности проведения сварочного процесса. Технология состоит из нескольких этапов, каждый из которых осуществляется с соблюдением важных требований и правил.
Точечная контактная сварка проволоки и других металлических изделий проводится в несколько этапов:
- На начальном этапе требуется провести подготовку металлических поверхностей. Свариваемые элементы требуется очистить от лакокрасочных покрытий, а также материалов, которые могут затруднять проведение тока. После очистки материалы должны без напряжения плотно прижиматься друг к другу.
- Сжимание свариваемых элементов. При помощи привода клещей необходимо плотно сжать поверхности, произойдет их частичное деформирование. Это обязательное условие, он требуется для улучшения проводимости тока между контактами клещей.
- Нагревание свариваемых металлических элементов электрическим импульсом. Чем толще элементы, тем дольше требуется удерживать нагревание. Для работ может использоваться импульс с постоянной и с регулируемой (переменной) силой тока.
- В оборудовании с автоматическим управлением присутствует этап ослабления давления на детали — это необходимо для предотвращения выдавливания металла из расплавленного ядра. Если для сварки применяются ручные клещи с механическим управлением, то этот этап пропускается.
- Далее происходит отключение тока. Визуально момент отключения можно выявить по степени нагрева зоны между электродами. После того как металлическая структура становится красного цвета, необходимо отпустить ток.
- Прижим и проковка в период остывания металла. Данные действия требуются для формирования прочной структуры сварочной точки.
Важно! Настройки оборудования, которое используется для сварки, зависят от вида металла. На качество сварного шва влияют разные факторы — технология сварочного процесса, тип импульса, режимы сжатия элементов
Как сделать своими руками?
Как упоминалось, устройство подобного типа стоит дорого. И часто многие люди просто предпочитают использовать самодельный прибор такого типа. Существует масса возможностей сделать его самостоятельно. Наиболее распространенные варианты – переделка из инверторного сварочного аппарата, а также его создание из обычной СВЧ-печи. Рассмотрим один из способов создания такого устройства собственноручно.
Инструменты и материалы
Если говорить, что для этого нужно, то потребуется иметь под рукой следующие инструменты и материалы:
- трансформатор переменного тока с напряжением вторичной обмотки от 15 до 25 вольт;
- 4 конденсатора, например, 2200 мкФ; их модель может варьироваться, ведь все будет зависеть от мощности, что потребуется получить;
- кнопка;
- кабели и провода;
- проволока из меди;
- диодная сборка для выпрямления; при желании можно использовать 1 диод для полуволнового выпрямления;
- паяльник.
Потребуется еще схема предполагаемого устройства. Его работа будет проста – при нажатии на клавишу, что будет смонтирована на сварочной вилке, будет запускаться конденсаторная зарядка до 30 вольт. Потом на сварочной вилке формируется потенциал, ведь конденсаторы подключены параллельно вилке. Чтобы произвести сварку металлов, следует соединить их и прижать вилкой. Когда контакты замыкаются, формируется короткое замыкание, благодаря чему появляются искры и происходит сваривание металлов.
Изготовление
Сначала следует спаять конденсаторы, после чего потребуется сделать сварочную вилку. Тут следует взять 2 куска медной проволоки потолще. Теперь припаиваем их к проводам, а места пайки следует хорошо заизолировать при помощи изоленты. Для корпуса вилки можно взять трубку из алюминия с пластиковой заглушкой, откуда будут выходить сварочные выводы. Чтобы они не проваливались, потребуется посадить их на клеевой состав.
На клей следует посадить заглушку. Теперь потребуется припаять провода к клавише и приложить ее к вилке. Теперь все требуется обмотать изолентой. То есть, получается, что к сварочной вилке у нас будут идти 4 кабеля, из которых 2 будут предназначены для сварочных электродов, а еще 2 – для клавиши.
Теперь остается собрать устройство, осуществить припаивание вилки и клавиши включения. После того как этого было сделано, остается проверить работоспособность полученного устройства. Для этого следует включить его и нажать на клавишу зарядки, после чего должно начаться заряжание конденсаторов. Теперь требуется измерить напряжение на них. Оно должно быть где-то около 30 вольт. Пробуем произвести сварку металлов. Если все прошло хорошо, то на этом аппарат точечной сварки будет готов.
В следующем видео вас ждет подробный обзор аппарата точечной сварки FUBAG TS 3800.
Как сделать в домашних условиях
Для работы в домашних условиях используют оборудование, которое несложно собрать своими руками. Оно может быть мобильным или стационарным.
Оборудование несложно собрать своими руками.
Алгоритм действий:
- Задайте на приборе базовые параметры.
- Определите напряжение в точке сварки.
- Установите силу тока (переменный или постоянный).
- Посчитайте время импульса.
- Определите, сколько надо электродов, их марку.
Трансформатор — это базовый элемент, он задает силу тока.
Изготовить прибор нужной мощности несложно самостоятельно:
- Возьмите сердечник сечением 60 см².
- Плотно стяните пластины с помощью болтов (8 мм).
- Укрепите с торца блок профилем «П».
- Сделайте первичную обмотку с помощью провода ПЭВ (диаметр — 2,9 мм), намотайте 2 десятка витков.
- Заверните сердечник в трансформаторную бумагу. В начале работы — в изоленту.
- Распределите витки равномерно по всему изделию.
- Скомпонуйте еще одну обмотку на второй стойке (сформирована из самодельной шины). Этот элемент соберите из 14 медных деталей, сечение — 200 мм².
- Просверлите в верхнем блоке сердечника отверстие, к нему прикрепите кабель.
Изготовить прибор можно из трансформатора.
Из автомобильного аккумулятора
Иногда используют точечную сварку, которая получает питание от АКБ. Подходит для этих целей ионно-литиевый аккумулятор — он компактен, обладает хорошей емкостью. Перегревать блоки не надо, они могут выйти из строя.
Необходимы:
- аккумулятор емкостью 55 А*ч и напряжением 12 В;
- провод сечением 6 мм²;
- 2 щупа, которыми закрепляют электроды (сечение — от 3 мм);
- небольшая кассета, чтобы зафиксировать аккумулятор;
- никелевая лента 0,12 x 7 мм;
- кольца (во избежание утечек).
Аппарат точечной сварки делают из автомобильного аккумулятора.
Перед началом функционирования автомобильного аккумулятора его необходимо протестировать. К фиксаторам прикручивают провода, закрепляют их на клеммах. Все контакты защищают. Сварочный аппарат для аккумуляторов (сами элементы питания) устанавливают в блоках, они должны быть соосны во время работы.
Из микроволнового или телевизионного трансформатора
Аппарат для точечной сварки должен иметь трансформатор. Он увеличивает показатель входного напряжения до нужного значения. К важнейшим параметрам относят коэффициент трансформации. В печах СВЧ есть соответствующие блоки, которые меняют напряжение, на их основе собирают самостоятельно аппарат. Подойдет блок мощностью 720-820 Вт, при этом допустимо приварить листы из металла толщиной до 1 мм. Для питания магнетрона нужно небольшое напряжение. Все элементы в процессе работы нагреваются, поэтому необходима система охлаждения.
Трансформатор необходим для аппарата точечной сварки.
Из конденсаторов
Конденсаторную сварку активно применяют, когда необходимо делать локальную обработку металла. Длительность процесса занимает тысячную долю секунды, глубина прогрева небольшая, используют листы металла толщиной до 2 мм. Чтобы не возникало конфликтов с частотой импульса и уровнем обработки, нужны специальные агрегаты — контактные сварочные механизмы.
Практикуют 2 метода:
- Без трансформатора конденсаторы разряжаются на заготовку.
- Разряд из конденсаторов поступает на первичную обмотку, вторичная цепь — заготовка для проваривания.
Конденсаторная сварка — разновидность контактной.
Где применяют метод
является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью .
Изготовление устройства
Аппарат для сварки точечным способом, имеющий небольшие габариты, называют споттером. Сварочный аппарат для точечной сварки аккумуляторов можно с легкостью изготовить самим. Аппарат для точечной сварки аккумуляторов разделяется на механическую составляющую и электрическую. Механическая содержит электроды, проводящие ток, и элементы, необходимые для сжатия деталей. В электрической части главной составляющей является трансформатор.
Аппарат для точечной сварки для аккумуляторов может иметь в своем составе старый трансформатор. Распространено использование трансформатора, входящего ранее в конструкцию микроволновой печки, если она вышла из строя и не подлежит ремонту. Также можно использовать трансформатор неработающего телевизора.
Извлекать старый трансформатор необходимо осторожно, чтобы не повредить изоляцию. Вторичную обмотку следует полностью удалить
Можно вначале спилить верхнюю часть, а потом достать или выбить оставшуюся с помощью какого-нибудь инструмента, например, зубила. После этого следует очистить место произведенной работы.
Затем следует освобождение паза, в котором будет намотана новая обмотка. Ее нетрудно изготовить из сварочного кабеля, имеющего большую толщину. Хороший показатель дадут даже четыре витка приготовленной таким образом обмотки. Особенно длинным кабель делает не стоит, поскольку это снизит надежность такого устройства, каким является аппарат для сварки аккумуляторов.
Обновленный трансформатор следует закрепить на основании саморезами. Друг напротив друга устанавливаются электроды, которые будут спаяны вместе. Спаянные электроды соединяются с проводами. К одним из важных обстоятельств можно отнести место положения выключателя. Его располагают так, чтобы он находился невдалеке от клещей на корпусе с его левой стороны.
В том случае, если аппарат для точечной сварки аккумуляторов своими руками включает в составе автомобильный аккумулятор, то такая переделка трансформатора не понадобится. В качестве источника тока будет использоваться заряженный машинный аккумулятор. Он должен иметь значительную мощность, чтобы исключить расправление при нагреве металла.
Оба электрода в изоляционном покрытии по всей своей длине фиксируются в колодке. Чтобы выдержать расстояние между ними закрепляют соединитель. Провода, идущие от АКБ, фиксируют в клеммнике. Аппарат точечной сварки аккумуляторов удобно подключать с помощью ножной педали. Подойдет педаль от швейной машины, но желательно приобрести новую.
Для подключения ножной педали должен иметься специальный разъем
Важной частью является подготовка электродов. В их роли могут выступать стержни паяльников, заточенные на конус
Также можно использовать обычный провод из меди диаметром 2-5 миллиметра.
Электроды к деталям должны прижиматься с помощью прижимного устройства. Прижимное устройство должно иметь возможность регулировки. Это расширяет поле деятельности, используя его для сваривания деталей разной толщины.
Аппарат для сварки аккумуляторов своими руками, конечно, не может сравниться с заводским исполнением, но проверка его работы после сборки приблизит его к этим характеристикам. Для тестирования следует выбрать какую-нибудь ненужную деталь. Контрольная контактная сварка для аккумуляторов должна быть вначале осуществлена на маленькой мощности. При нормальном результате следующую проверку уже можно проводить на максимальной мощности.
Правильно подобранный режим обеспечит отсутствие следов сварки. В то же время крепко соединенные детали должны успешно сопротивляться разрыву.
Оборудование для точечной и шовной контактной сварки
Современное оборудование для точечной и шовной контактной сварки — это комплекс
элементов для решения технологических задач. В состав оборудования входит сама
сварочная машина, средства механизации и автоматизации процессов сварки и систему
управления всеми этими устройствами.
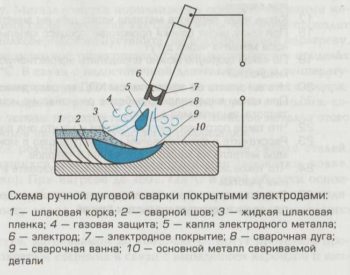
Схема машины для точечной сварки показана на рисунке выше. В составе машины
две основные части. Первая — это механическая с элементами конструкции, которые
обеспечивают жёсткость и прочность машины (корпус, кронштейн и т.п.) и приводами
для передачи усилия и перемещения деталей. Вторая часть электрическая, в составе
которой имеется источник сварочного тока (сварочный трансформатор, выпрямитель,
аккумуляторы тока — батареи конденсаторов, инверторы — преобразователи частоты
и т.д.) и вторичный контур с токоподводами — консолями, электродержателями и
электродами.
Средства механизации и автоматизации представляют собой приспособления к универсальным
машинам или устройства, обеспечивающие подготовку изделия к сварке, сборку,
прихватку, установку, перемещение и съём узла.
Система управления необходима для задания программы работы (режимов сварки,
очерёдности выполнения операций, контроля и автоматической регулировки параметров
технологического цикла, сбора и обработки информации о состоянии оборудования
и качества изделия).
Классификация сварочных машин
Сварочные машины для контактной роликовой и шовно сварки производят в разных
странах, но их все можно классифицировать по различным признакам:
1. По способу сварки. Различают машины для точечной, рельефной и шовной сварки.
2. По назначению. Бывают универсальные машины (общего назначения) и специализированные
(обычно, по типу узла или сортамента).
3. По способу установки. Различают стационарные и передвижные машины.
4. По роду питания. Существуют машины переменного тока, машины низкочастотные
и постоянного тока, конденсаторные машины.
5. По виду привода усилия. Машины могут быть рычажные, пружинные, пневматические,
гидравлические, электромеханические и др.
6. По степени автоматизации. Машины бывают неавтоматические, полуавтоматические
и автоматические.
Электроды сварочных машин
Электроды сварочных машин — это весьма важный элемент, ведь именно от их стойкости
зависит производительность точеной и, особенно, шовной контактной сварки. Основные
требования к материалам электродов изложены в ГОСТ 14111. Для сварки алюминиевых
сплавов и подобных материалов это, прежде всего, тепло- и электропроводность.
Среди предъявляемых требований также сопротивление пластическим деформациям
при температуре 300-500°C (для сварки жаропрочных сталей).
Для изготовления электродов применяют такие материалы, как медные сплавы. В
качестве электродных вставок применяют чистые тугоплавкие металлы — молибден
и вольфрам. Отдельную группу представляют материалы, упрочнённые частицами оксидов
(Al2O3, CrO3), карбидов и нитридов, обладающих высокой жаростойкостью и электропроводностью.
Для сварки медных сплавов и сплавов алюминия применяют электродные материалы
с высокой электропроводностью, для сварки жаропрочных сплавов — с высокой твёрдостью
при больших температурах (около 500°C).
Механизация и автоматизация шовной и точечной контактной сварки
Сварочные машины для точечной и шовной контактной сварки обеспечивают почти
полную автоматизацию процесса. Для уменьшения длительности вспомогательных операций
и повышения производительности всего процесса используют различные механизированные
приспособления, машины-автоматы, автоматические линии и промышленные роботы.
К сборочно-сварочным приспособлениям относятся кондукторы, стапели, сборочные
стенды, на которых выполняют сборку, прихватку и сварку изделий. На практике
также нашли широкое применение поддерживающие (выравнивающие) приспособления,
при помощи которых можно сориентировать свариваемый узел относительно электродов
или роликов сварочной машины. Примерная схема подобного приспособления показана
на рисунке.
Автоматические линии востребованы в автомобилестроении, при производстве сельскохозяйственной
техники, в вагоностроении, в электронике, при производстве трубных заготовок
и в других областях при массовом производстве.
Многоточечная машина контактной сварки
 Второе название такой машины – шовный станок контактной сварки, потому что взаимодействие заготовки и трех точечных электродов в конечном итоге дает единый шов, похожий по виду на ткацкий.
Второе название такой машины – шовный станок контактной сварки, потому что взаимодействие заготовки и трех точечных электродов в конечном итоге дает единый шов, похожий по виду на ткацкий.
Такие машины применяют в том случае, когда требуется дополнительные наплавки на шов, например в технологических трубопроводах, которые работают под давление свыше 100 Атмосфер.
Многоточечные машины работают в двух технологических режимах:
- с прерывистой подачей тока, для того, чтобы прокладывать наплавки по коротким швам для кратковременных отключений электрической дуги;
- с непрерывной подачей тока для постоянства дуги, когда надо проложить единый шов относительно сварных поверхностей.
Сварочные аппараты для контактной сварки отличаются высоким КПД и надежностью.
Сферы применения
Если говорить о сферах применения точечной сварки, то в первую очередь ее используют для изготовления конструкций из разных сплавов, а также металлов. Например, создают различные конструкции из арматуры. Такая технология отличается крепостью соединения, что получается, скоростью и экологичностью. Она крайне востребована в автопромышленности. Ее часто применяют для работ с автокузовом и при выравнивании вмятин. Кроме того, она широко применяется в судо- и самолетостроении.
Высока ее востребованность и в создании радиоэлектронных устройств. Ее также используют для производства различного рода аккумуляторов. Например, ни одна модель литиевых батарей, что устанавливается в ноутбуках, не обходится без применения контактной сварки одностороннего типа. Подобный вариант сварки еще используют при создании разных ювелирных украшений. Не менее он востребован и в производстве различных товаров.