Азбука мастера: подробная инструкция, как пользоваться микрометром
Содержание:
ПРИЕМКА
3.1. Для проверки соответствия глубиномеров требованиям настоящего стандарта проводят государственные испытания, приемочный контроль, периодические испытания и испытания на надежность.
3.2. Государственные испытания — по ГОСТ 8.383* и ГОСТ 8.001*. __________________ * На территории Российской Федерации действуют ПР 50.2.009-94** ** На территории Российской Федерации документ не действует. Действуют Порядок проведения испытаний стандартных образцов или средств измерений в целях утверждения типа, Порядок утверждения типа стандартных образцов или типа средств измерений, Порядок выдачи свидетельств об утверждении типа стандартных образцов или типа средств измерений, установления и изменения срока действия указанных свидетельств и интервала между поверками средств измерений, Требования к знакам утверждения типа стандартных образцов или типа средств измерений и порядка их нанесения, утвержденные приказом Минпромторга России от 30 ноября 2009 года N 1081. — Примечание изготовителя базы данных.
3.3. При приемочном контроле каждый глубиномер проверяют на соответствие требованиям пп.1.8, 1.9, 2.2-2.4, 2.6, 2.8, 2.10, 2.11.1-2.11.3, 2.12, 2.17 и 2.18.
3.4. Периодические испытания проводят не реже одного раза в три года не менее чем на трех глубиномерах каждого типа и класса точности из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта, кроме требований пп.2.13-2.16. Результаты испытаний считают удовлетворительными, если все испытанные глубиномеры соответствуют всем проверяемым требованиям.
3.5. Подтверждение показателей надежности (пп.2.13-2.16) проводят не реже одного раза в три года по программам испытаний на надежность, разработанным в соответствии с ГОСТ 27.410* и утвержденным в установленном порядке. Допускается совмещение испытаний на надежность с периодическими испытаниями. ________________ * На территории Российской Федерации документ не действует. Действует ГОСТ Р 27.403-2009. — Примечание изготовителя базы данных.
Микрометрический нутромер
Микрометрический нутромер (ГОСТ 10-75) (рис. 8.10) предназначен для абсолютных измерений внутренних размеров. При измерении измерительные наконечники приводят в соприкосновение со стенками проверяемого отверстия. Микрометрические нутромеры не имеют трещоток, поэтому плотность соприкосновения определяется на ощупь. Установка нутромера на нуль выполняется либо по установочному кольцу, либо по блоку концевых мер с боковиками, устанавливаемых в струбцину.
Рис. 8.10. Микрометрический нутромер: 1 — неподвижный наконечник; 2 — удлинитель; 3 — микрометрическая головка
Микрометрические нутромеры типа НМ выпускают с пределами измерений 50…75, 75… 175, 75… 600, 150… 1250, 800… 2500, 1250… 4000,2500… 6000 и 4000… 10000 мм. При необходимости увеличения пределов измерений используются удлинители.
Основные разновидности
В зависимости от длины передвижного шпинделя (винта) микрометры классифицируют по типоразмерам. Приборостроительная промышленность производит устройства для измерения размера деталей в диапазонах:
- от 0 до 25 мм,
- от 25 до 50 мм,
- от 50 до 75 мм,
- до 500−600 мм.
Ряд измерительных приборов дополнительно укомплектован установочными концевыми мерами для возможности выставления устройства в позицию «на ноль».
Микрометры имеют различие по видам (по ГОСТ 6507–90 ) в зависимости от назначения и конструктивной принадлежности (ручные и настольные).
Широко распространены в использовании следующие виды измерительных микрометров:
гладкие — предназначены мерить наружные размеры;
листовые — для толщины лент и листов, оснащены стрелочным циферблатом;
трубные — для толщины трубных стенок;
проволочные — для толщины проволоки;
микрометрические головки — для измерения перемещения;
зубомерные — измеряют нормали зубчатых цилиндрических колес, что важно для контроля качества при их производстве.
Помимо отображенных в ГОСТ, используются и другие виды инструмента:
- рычажные микрометры — принцип действия прибора основан на механизме измерения линейных величин с помощью метода сравнений и оценок (модель МРИ);
- микрометры призматические — для измерения внешнего диаметра инструмента со множеством лезвий (серия МТИ, МПИ, МСИ);
- нутромеры микрометрические — для измерения внутренних параметров различных деталей (НМ, НМИ);
- канавочные;
- резьбомерные;
- универсальные и прочие.
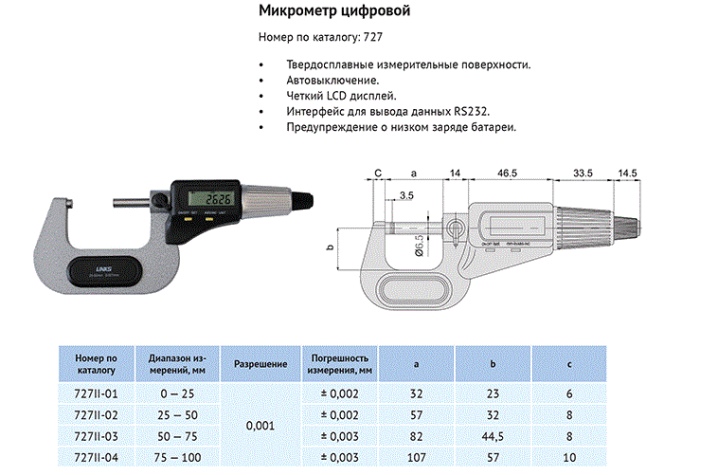
Электронный инструмент
Для скоростных обмеров предназначены приборы с наличием электронной «цифровой» индикации, значение произведенных измерений у которых отображается на отдельном табло (к примеру, микрометр модифицированный МК — МКЦ).
Современные микрометры с цифровой индикацией имеют ряд определенных достоинств:
- Внутренняя электронная начинка в составе устройства и цифрового табло индикации значительно облегчает работу, связанную с измерением, и экономит время, расходуемое на считывание результатов. Табло индикатора электронного микрометра отображает все полученные измерительные данные, при этом проблемы со снятием данных, как правило, отсутствуют.
- Ощутимое преимущество цифровых устройств (ГОСТ 6507−90) составляет цена деления шкалы 0,001 мм и малые значения предела допустимой погрешности.
- Модели электронных микрометров способствуют осуществлению не только абсолютных, но и относительных измерений.
- Существует возможность из какого-либо положения в диапазоне измерений выставить прибор в нулевое значение. Это свойство полезно при техническом контроле, разбраковке изделий, сложных обмерах.
- Разбраковку и контроль качества деталей реально ускорить, если в память микрометра заложить допустимые граничные значения измерительных величин. Современные прогрессивные модели микрометров обладают такими функциональными возможностями.
- Устройства последних модификаций имеют разъемы, позволяющие отображать статистические данные измерений при помощи компьютера. Эта функция полезна при анализе серии измерений и для ведения отчетной документации испытаний.
- Универсальность цифрового прибора при пользовании также является плюсом, она дает возможность использовать как метрическую, так и английскую систему измерений.
Ощутимым недостатком цифровых измерительных устройств является ненадежность в работе. Всякая цифровая техника нуждается в особо аккуратном обиходе. Механическая модель микрометра при возможном падении не особо пострадает, хотя это отразится на способности работать в дальнейшем. При цифровом аналоге в таком случае существует риск немедленного прекращения работы, ремонтных затрат или даже замены прибора.
https://youtube.com/watch?v=2hpbMqMTYnI
Лазерный микрометр
Лазерный микрометр — новейший универсальный измерительный инструмент. Главное отличие прибора от механических аналогов — это потребность в автономном источнике питания.
Микрометр служит для бесконтактных измерений линейных величин, определения зазоров, ширины, толщины, внутренних диаметров в технологических объектах. Посредством лазерного устройства измеряют уровни сыпучих веществ, отслеживают положение объекта.
По причине высокой себестоимости лазерный манометр пока не пользуется большим спросом в частных кругах.
Originally posted 2018-03-28 15:34:19.
Как пользоваться микрометром
Использовать микрометр достаточно просто. При этом, если человек умеет обращаться с классическим аналоговым прибором, он без труда освоит любой тип измерителя. Чтобы гарантированно получить точные результаты, необходимо перед началом работы настроить микрометр и произвести первичную калибровку.
Проверка нулевой позиции делается в обязательном порядке. Особенно, если микрометр часто используется, работает с различным характером заготовок, применяется в широком диапазоне температур. Перед любыми настройками требуется очистить поверхность пятки и подвижной губки. Это делается следующим образом.
- Берется лист бумаги. Если прибор применялся для исследования металлических заготовок, его можно смочить растворителем.
- Бумага зажимается между пяткой скобы и подвижной губкой, затем медленно вытаскивается.
- При необходимости, если на поверхности контрольных элементов заметны загрязнения, операцию повторяют. Только после этого приступают к настройке.
Настройка на ноль
Настроить микрометр на ноль можно при помощи специального ключа, который поставляется в комплекте с прибором. В общем случае необходимо:
- до предела выдвинуть передвижную губку, до ее касания пятки скобы;
- вращать барабан до достижения номинального усилия прижатия (срабатывания трещотки);
- проверить, чтобы центральная линия шкалы стебля совпадала с нулевой отметкой на барабане.
Если этого не происходит, необходимо провести калибровку. Алгоритм, как отрегулировать микрометр, достаточно прост. В сжатом состоянии, когда трещотка прокручивается, нужно зафиксировать передвижную губку зажимом. Затем специальным ключом ослабляется крепление в барабане. После того, как трещотка освобождена, деталь со шкалой поворачивают до выставления на ноль. Затем крепление барабана снова закручивается.
Важно! Для приборов более сложного класса, например, призменных, калибровка выполняется по эталонному образцу. Это необходимо делать как для аналоговых, так и цифровых устройств.
Порядок измерений
Измерять микрометром нужно аккуратно, не прилагая чрезмерных усилий. Деталь зажимается между неподвижной пяткой скобы и передвижной губкой. Затем нужно крутить винт барабана до срабатывания трещотки. После этого передвижную губку рекомендуется зафиксировать зажимом, чтобы случайное смещение заготовки не вызвало повреждение резьбовых элементов внутри микрометра.
Определение показаний
Некоторые типы микрометров предлагают данные об измеренной величине в наглядном виде. Прежде всего, это цифровые решения. Но большинство устройств имеет тот же метод отображения результата, как и у классического аналогового, гладкого прибора.
Определить значение измеряемой величины можно так.
- По шкале стебля измеряются целые значения — это количество рисок по нижней части шкалы.
- Верхняя разметка показывает половинные значения. Если здесь видна риска, к величине целых прибавляется еще 0.5.
- По круговой шкале барабана определяют сотые доли. Это значение в точке касания центральной риски шкалы стебля.
Таким образом, значение измеряемой величины складывается из трех частей: целые по нижней шкале стебля, половины единиц по верхней, количество сотых по барабану.
Диапазон измерений
Логично выбрать такой прибор, который позволяет работать с наиболее актуальным для вас диапазоном длин. Поэтому на каждой модели микрометра указывается его диапазон в миллиметрах в виде специальной маркировки. В конструкции микрометра всегда существует ограничение хода микрометрического винта. Максимальная линейная длина, которую можно измерить с его помощью, всегда меньше расстояния от пятки до стопора.
Для распространённых нужд чаще используются модификации с диапазоном 0-25 мм (например, у гладкого микрометра будет маркировка типа МК 25) и 0-75 мм. ГОСТом предусмотрены и другие основные диапазоны до 900 мм включительно. С увеличением диапазона несколько увеличивается и допустимый предел погрешности. Например, МК 25 измеряет с точностью до 2 мкм. У микрометров с наиболее широким диапазоном (600-900 мм) предел погрешности может достигать 10 мкм.
У приборов с диапазоном более 50 мм есть установочная концевая мера, которая позволяет производить более точные измерения путём установки индикатора на нулевое деление. Такой механизм объясняется следующим. Чем больше диапазон измерения, тем существеннее деформация детали, а следовательно, и погрешность. Для того чтобы деформация как можно меньше влияла на результат замера, используются индикаторы двух видов.
- Часовые – имеют шкалу с ценой деления 0,001. Позволяют регулировать давление на микрометрический винт, чтобы деформация не была слишком большой. Во время проведения замера вращать барабан следует до тех пор, пока стрелка индикатора не будет на нулевом делении шкалы.
- Цифровые – работают по тому же принципу, но позволяют установить индикатор на ноль более удобным и быстрым способом.


Поверка микрометра
Осуществление поверки микрометра регламентировано методическими указаниями МИ 782−85
Владение методикой поверки чрезвычайно важно как для специалиста, поверяющего инструмент, так и для квалифицированного работника, непосредственно проводящего измерения. Даже в процессе бытовой эксплуатации владение знаниями о поверочных мероприятиях приносит большую пользу
Обнаружение таких отклонений контролируемых параметров, как нарушение параллельности измерительных плоскостей, перекос измерительной плоскости винта и некоторые другие, служат очевидным сигналом о неисправности измерителя.
На что обратить внимание при выборе?
Для того, чтобы приобрести микрометр, соответствующий специфике деятельности, необходимо знать основные параметры. Только в этом случае при использовании не возникнут проблемы.
- Сфера применения. Существуют 4 группы инструментов для деталей с сечением 0-25, 250-50, 50-75, 75 -100 мм. Для того, чтобы быть подготовленным к любой ситуации не помешает иметь при себе представителя каждой из групп. В особенности это актуально для токарей.
- Шаг измерений. Для цифрового прибора его показатели составляют 1 мкм (0.001 мм). На прилавках можно встретить и с другими показателями. Вследствие этого параметр проверяют на практике и в инструкции.
- Допустимая погрешность и класс точности. Выделяют два класса точности. Погрешность колеблется от 2 до 50 мм.
- Эргономичность. Вес инструмента колеблется в районе от 190 гр. до 2 кг. От этого зависит комфорт использования, особенно, если работы проводятся в течении длительного времени. В таких случаях предпочтителен минимальный вес, чтобы рука практически не уставала. Длинна может составлять от 155 до 305 мм. От нее зависит, в каких условиях могут быть произведены замеры, а также возможно ли поместить в карман. Посадка в руке удобная. При взятии в левую руку ничего не должно закрывать экран. Правая без усилий достает до основных элементов управления и трещотки. Для большего удобства, части, находящиеся в руках, покрывают антискользящим покрытием и рельефной поверхностью. Это снижает риск падения.
- Транспортировка. Защитный кожух снизит риск поломки при использовании на рабочем месте. Если работа связана с частыми разъездами, предпочтительны модели со специальным кейсом с мягкой подкладкой.
Устройство микрометра
Рассмотрим приборы, относящиеся к стандартному типу МК которые из-за наличия у них плоских измерительных поверхностей именуют гладкими.
Составные части микрометра
Они предназначены для наружных измерений с точностью до одной сотой миллиметра. Основными деталями и узлами, гладкого микрометра, являются неразъемно соединенные между собой:
- микрометрическая головка
- скоба
Микрометрическая головка
Это механическое отсчетное устройство с разрешением, как правило, в одну сотую миллиметра.
Микрометрическая головка
Механизм состоит из стебля, на лицевой части которого нанесены две линейные шкалы, разделенные контрольной риской.
Стебель с нанесенной на нем шкалой и контрольной риской
Обе шкалы миллиметровые, по шкале отмеченной числами, отсчитываются целые миллиметры. Шкала без чисел смещена относительно миллиметровой наполовину миллиметра.
Шкала без чисел для подсчета половин миллиметра
По ней определяют наличие или отсутствие в размере, половин миллиметра. С одной стороны в стебель вмонтирована микрометрическая гайка.
Микрометрическая гайка
Разрезы и навинчиваемые на её наружную резьбу регулировочная гайка предназначены для устранения люфта в соединении с микрометрическим винтом.
Регулировочная гайка
Отверстие в стебле является направляющим для вращательного и поступательного движения цилиндрической части микрометрического винта.
Отверстие в стебле
Винт имеет высокоточную резьбу с полумиллиметровым шагом.
Микрометрический винт со шпинделем
Цилиндрическая часть винта, условно назовем ее шпинделем, движется по направляющему отверстию в стебле. Торец шпинделя это одна из измерительных поверхностей инструмента.
Измерительные плоскости
На другом конце винта через соединительные детали крепится барабан с круговой шкалой.
Барабан с круговой шкалой
У приборов небольших габаритов круговые шкалы обычно поделены на 50 частей.
Поворот круговой шкалы относительно контрольной риски на одно деление, соответствует перемещению шпинделя на одну сотую миллиметра. Получается, цена деления шкалы барабана 0,01 мм.
Вращение барабана при измерениях и настройке должно выполняться только за колесо привода фрикциона или трещотки.
Трещетка и фрикцион
Трещоткой называют храповой механизм, который также как и фрикцион срабатывает при крутящем моменте превышающем расчётно-допустимый. На микрометре типа МК устанавливаются головки с одинаковым измерительным диапазоном 25 мм.
Скоба микрометра
Стебель соединён скобой, а с противоположной ее стороны расположена пятка. У микрометров типа МК с верхним пределом измерений до 300 мм пятка несъёмная.
Скоба и пятка микрометра
Торцы пятки и шпиндельной части винта это измерительные поверхности или плоскости с высокой взаимной параллельностью. Винт и пятка соосные.
Твердосплав на торцах пятки и шпиндельной части винта
Для противодействия износа на оконечности пятки шпинделя обычно наплавляют твёрдосплавные элементы.
Популярное: Сверло Форстнера – в чем преимущество перед иными инструментами?
Виды микрометров
Классификация микрометров зависит от целей измерения. Прибор применяется для отбраковки деталей различной комбинации.
По методу индикации
Приборы работают с одним принципом. Впрочем подсчёт долей миллиметра, тех самых, которые размещены на подвижном барабане, может выполняться по-разному.
Аналоговые микрометры
Основной плюс подобного устройства – его долговечность. И если вы даже его уроните, то после маленькой настройки он вновь будет работать исправно. Чего не скажешь о цифровых или, например, рычажных приборах.
Рычажные микрометры
Эти приборы применяются при отбраковке изделий, увеличивается скорость проверки благодаря тому, что не нужно вглядываться в шкалу.
Цифровые микрометры
В данном случае технология замеров не отличается ничем от аналоговой. В основе все тот же микрометрический винт, впрочем, показания выводятся в виде точных цифр, что повышает качество измерений и фактически исключает ошибки.
Лазерные микрометры
Наиболее современные, но и очень дорогие – это лазерные микрометры. Обмеры производятся на основании данных, которые получены после анализа отклонения луча лазера. Специализированный фотоэлемент фиксирует разницу и выводит данные на монитор. Эти приборы просят аккуратного ухода и специализированной настройки. В обиходе их применять нецелесообразно.
Процесс измерения происходит сразу же. Лазерному прибору под силу померять делать разнообразной формы. С другой стороны, он уязвим к пыли, ударам и толчкам. Им довольно трудно померять внутренние размеры детали.
По области использования
Как мы уже выяснили, микрометр – специализированный прибор для измерений. Его применяют в самых различных областях. Собственно поэтому выделяют много вариантов микрометров для любых целей.
Гладкий микрометр
Он весьма удобный чтобы провести измерения круглых и плоских деталей. Очень часто меряется диаметр детали или его сечений.
Микрометр чтобы провести измерения расстояния между зубцами или зубомер
Данный прибор имеет конусообразные насадки, которые дают возможность мерить ширину пазов, а еще размеры зубьев шестерёнок или зубчатых колёс. Для калибровки приборов применяют эталонные детали.
Микрометр чтобы провести измерения труб
Для прибора есть специализированные насадки, которые могут померять неравномерную и бугристую поверхность (что особенно актуально, если трубы, например, покрылись ржавчиной).
Микрометр чтобы провести измерения толщины листов
Достаточно часто мы приобретаем изделия не той ширины, как говорит изготовитель. В данных приборах винт имеет небольшие размеры, но более дробный шаг разделений, который дает возможность более точно определить размеры. Есть два способа подобного рода устройств:
- С узкими и плоскими насадками ? чтобы провести измерения нешироких заготовок и листов.
- С удлинёнными насадками ? для замеров более вытянутых и широких листов.
Многофункциональный микрометр
Минус в том, что насадки нужно навинчивать, выходит лишний стыковочный шов, что может оказать влияние на качество измерений.
Проволочный микрометр
Данный прибор относится к типу узкоспециализированных. Это небольшой микрометр, который применяется чтобы провести измерения диаметра проволки и шариков в подшипниках.
Призматический микрометр
Это своеобразный прибор, который помогает определить диаметр трудных инструментов, например, лезвия или ножей. Насадка сделана в виде призмы.
Канавочный микрометр
В его конструкции предполагается специализированный щуп, который выдвигается в нужную территорию. С его помощью легко померять глубину ям, канав, углублений.
Микрометр для горячего проката
Специальный вид микрометра, который меряет толщину изделия во время его прокатывания через щипцы. Для этого применяется специализированное колесо, на которое нанесена разметка.
Микрометр-нутрометр
Зачастую используется в токарном деле. Когда во время работы необходимо контролировать диаметр внутри вытачиваемой детали.
Историческая справка
Винтовая пара для точной установки размеров применялась еще в шестнадцатом веке. Она была составной частью прогрессивных по тем временам прицельных приспособлений для пушек, входила в состав конструкций геодезических инструментов.
В 1848 году француз Пальмер впервые получил патент на микрометр. Вернее, тогда изобретение назвали винтовым штангенциркулем, имеющим круговой нониус. Этот прибор мог бы совершить революцию в области измерений. Однако промышленность в то время не обеспечивала такой высокой точности обработки материалов. Инструмент не пользовался популярностью и про него забыли.
Вспомнили про него американцы Луснан Шарпе и Джозеф Браун в 1867 году. Промышленность развивалась, производство наполнялось новыми технологиями и прогрессивными металлообрабатывающими станками. Американские инженеры уловили потребность в позабытом измерительном инструменте и начали серийное производство микрометров. Впоследствии появились и другие микрометрические инструменты.
Предлагаем Вашему вниманию познавательную статью о хронографах для пневматики.
Советы
Итак, теперь вам известно всё, что необходимо знать, чтобы выбрать подходящий для ваших целей микрометр. Прежде всего, нужно понимать принцип работы прибора и представлять, как функционируют его главные технические узлы. Тогда вы сможете визуально оценить качество и удобство инструмента. Если вы покупаете его у дилера, то, скорее всего, не столкнётесь с браком. И всё же проверьте, легко ли вращается барабан и не застревает ли микрометрический винт во время хода. Он может заклинивать при попадании пыли, так что рекомендуется приобрести вместе с микрометром специальный тубус-футляр и носить прибор в нём.

Обзор электронного термометра смотрите далее.
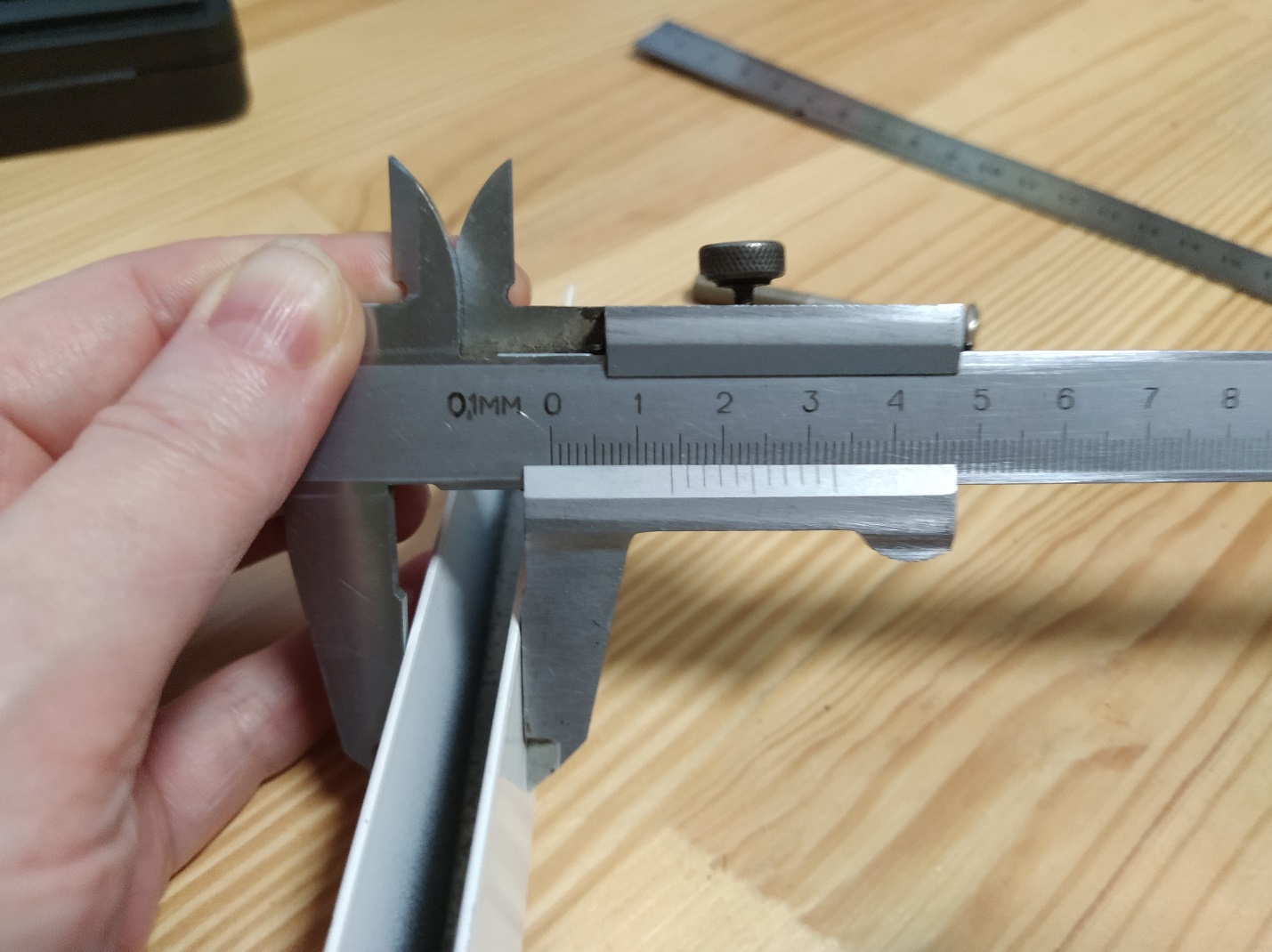
Пример использования микрометра
Итак, давайте рассмотрим измерение микрометром на типичном и распространенном примере. Предположим, вам нужно измерить сверло по металлу. Пусть размер сверла и указывается на хвостовике детали, однако во время производства всегда возникают погрешности, поэтому нам необходимо определить, насколько она мала или высока.
В первую очередь, необходимо раздвинуть торцевые концы микрометра. Это необходимо сделать путем вращения барабана. Раздвинув торцы до необходимых размеров, понемногу начинаете зажимать сверло в приборе. При этом, зажимать необходимо не с помощью барабана, а с помощью трещотки. Как только слышите три щелчка, останавливаетесь и смотрите показания.
Обратите внимание на неподвижную часть шкалы. Она укажет грубый размер, так как цена деления здесь составляет 1 мм, поэтому смотрим количество целых миллиметров детали (в нашем случае, сверла)
Предположим, получилось около 4 мм. Теперь, обращаете внимание на верхнюю шкалу. Она указывает на значение, к примеру, 0,5 мм. В этом случае, метки у этой шкалы располагаются между метками нижней шкалы. Это необходимо для того чтобы было удобно смотреть на значения в 0,5 миллиметра. Итак, к примеру, получаем 4,5 мм.
Теперь, осталось сложить значение, указанное на барабане. Так, оно будет показывать нам значение сотых долей миллиметра. Предположим, оно указывает на значение 17. Это значит, что у нас есть еще дополнительные 0,17 мм, поэтому складываем это значение с 4,5 мм, и получаем точное значение в 4,67 мм. Производитель же, указывает на значение 4,7 мм, поэтому погрешность составила 0,03 мм.
Процесс измерения и показания
В начале работы необходимо расположить измерительную деталь между пяткой прибора и микрометрическим винтом. Начать вращение барабана с учетом максимальной близости шпинделя и измеряемого предмета.
При измерениях микрометр находится в левой руке. Во избежание нагрева от температуры тела и искажения результатов держать прибор следует за изолированную часть скобы.

Размеренно и не спеша до соприкосновения с измеряемой поверхностью подводится шпиндель устройства. Крутить его следует по направлению против часовой стрелки относительно торца с нарезкой пока деталь не зайдет в зазор торцов. Далее, необходимо по часовой стрелке довести вращение шпинделя до упора, придерживая в процессе нарезки барабан.
При достижении упора вращение начнет сопровождаться треском. Вращение микрометрического винта следует прекратить и можно приступать к снятию показаний. Освобождается деталь из зажима обратным вращением шпинделя. Точный размер замеряется на барабане с помощью шкалы нониуса.
Показания прибора. При работе по снятию величин измерений механическим прибором требуется некоторая сноровка. Начинаем снимать показания с более крупного разряда цифр и оканчиваем мелким.
Для начала обратим внимание на шкалу стебля на неподвижной части рукоятки. Она содержит две шкалы, которые для комфортного восприятия расположены в позиции остановки края барабана, зафиксируем значение деления нижней шкалы (допустим,. Оно находится в зоне видимости
Так определяется величина первого цифрового показания
Оно находится в зоне видимости. Так определяется величина первого цифрового показания.
В случае когда край барабана сравнялся с делением на верхней шкале, то после запятой необходимо поставить цифру 5, если деление скрыто, тогда цифру 0. После рассматривается шкала на барабане, где находятся сотые доли миллиметра, их необходимо прибавить к десятым долям.
Допустим, верхняя шкала не показала половинчатого деления, соответственно, измерительная величина равна 8,0 мм. Поскольку на барабане с горизонтальным штрихом выпало значение 12, следовательно, 8,0 + 0,12 = 8,12 мм. В случае видимости штриха на верхней шкале стебля 8,5 + 0,12 = 8,62 мм.
Описание и действие
Прибор на современном рынке представлен множеством типов и моделей, которые по принципу действия и правилам эксплуатации не имеют существенных различий. Исключением являются лишь электронные и лазерные приборы.
Название инструмента указывает размерную величину, в пределах которой прибор способен с достоверной точностью определить размер детали. Один микрон — очень мелкий параметр; на практике чаще пользуются точностью в 50 микрон — это величина, значение которой может повлиять на результат сборочных работ либо настройку детали.
Читать также: Изготовление лебедки своими руками
Приемы измерения микрометром — абсолютный и относительный. При первом варианте разъем прибора прилагается непосредственно к поверхности детали. Зажимы для крепления выставляются в соответствии с геометрией измеряемой детали. Показания в микронах снимаются согласно измерительным шкалам.
Относительный метод основан на данных, снятых при измерении предметов, которые находятся в непосредственной близости к искомому объекту обмера. В дальнейшем с их помощью косвенным математическим путем устанавливаются искомые параметры этого предмета.
Измерения с помощью цифровых микрометров
Они используются для измерения размеров длины, диаметра или толщины с отображением результата на электронном дисплее. Цифровые микрометры доступны для эксплуатации в большом количестве разных размеров. Обычно имеется от 0 до 25 мм (от 0 до 1 дюйма), от 25 до 50 мм (от 1 до 2 дюймов), от 50 до 75 мм (от 2 до 3 дюймов) и от 75 до 100 мм (от 3 до 4 дюймов) микрометров.
Подготовка измерений:
- Шаг 1: Очистить измерительную поверхность измеряемого предмета чистой тканью.
- Шаг 2: Очистить все измерительные поверхности цифрового внешнего микрометра чистой тканью.
- Шаг 3. Полностью закрыть цифровой внешний микрометр.
- Шаг 4: Поверните барабан, чтобы убедиться, что линия 0 полностью выровнена с линией на шкале. Если используется 25−50 мм, от 50 до 75 мм или микрометры с большим диапазоном, необходимо будет применить соответствующий для калибровки перед измерением. Например, необходимо использовать 25 — миллиметровый для калибровки цифрового микрометра с 25 до 50 мм.
- Шаг 5: Включите кнопку ON / OFF цифрового микрометра. Если он читает 0, вы можете начать измерение. Если он не читает 0, отрегулируйте трещотку до тех пор, пока он не будет читать 0.
- Шаг 6: Включите кнопку mm / in цифрового внешнего микрометра, а затем выберите нужную систему единиц по своему усмотрению.
Для того чтобы понимать, как правильно пользоваться микрометром, нужно выполнить:
- Шаг 1: Открыть устройство, вращая барабан.
- Шаг 2: Поместите измеряемый элемент в цифровой микрометр. Убедитесь, что устройство перпендикулярно измеряемым поверхностям.
- Шаг 3: Поверните стопор трещотки, пока винт не будет контактировать с предметом измерения. Не зажимайте прибор плотно на заготовку. Используйте только достаточное давление до остановки трещотки, чтобы изделие могло просто поместиться между пяткой и винтом. Вообще говоря, можно вращать храповой механизм трещотки на три круга после того, когда винт прикоснётся к предмету измерения.
- Шаг 4: Зафиксируйте зажим на цифровом внешнем микрометре, чтобы убедиться, что цифры больше не могут измениться.
Можно также получить показания, читая метки на шкалах измерителя. Обычно пользуются в основном данными с большого ЖК — дисплея цифрового микрометра, потому что оно является более точным. Инструкции по техническому обслуживанию цифрового прибора:
- Не забудьте выключить его после завершения измерения, чтобы продлить срок службы и предотвратить ремонт.
- Никогда не применяйте давление на любой части устройства, опасаясь повредить цепь.
- Очистите измерительную поверхность прибора сухой и чистой тканью, надо разобрать батарею и положить её в сухом месте, если прибор долгое время простаивает.
Рычажный микрометр и его конструкция
Рычажные модели еще называют стрелочным микрометром или часовым устройством. Исходя из названия, становится понятно, что прибор имеет стрелочную шкалу, по которой и выполняется снятие замеров. Стрелочная шкала повышает точность измерений, так как таким устройством можно определить не только сотые значения, но и тысячные. По дополнительной стрелочной шкале определяются тысячные доли миллиметров. Целое значение размера детали в миллиметрах определяется по стеблю прибора, а по шкале барабана вычисляются сотые доли миллиметров.
Главный недостаток рычажных моделей в том, что они очень хрупкие, поэтому достаточно его один раз уронить, чтобы из строя вышел стрелочный механизм. Именно за счет своей хрупкости, такие модели не получили широкой популярности. По сравнению с аналоговыми моделями, стоят рычажные микрометры в 2 раза выше, что связано со сложностью стрелочного механизма. Если говорить о точности, то стрелочным микрометром можно определить размер детали с высокой точностью до тысячных долей миллиметров.
Это интересно! На стрелочных микрометрах часовой механизм предназначен не только для определения тысячных долей миллиметров, но и для выявления усилия зажима измеряемой детали.