Топ-10 лучших сварочных электродов
Содержание:
- Виды покрытия
- Классификация электродов для ручной дуговой сварки
- Сварочно-технологические свойства электродов ГОСТ 9466
- Прокалка сварочных электродов
- 1 Основное назначение и состав электродов
- Плюсы и минусы
- Классификация электродов для ручной дуговой сварки
- Теплоотведение при сварке тонких металлов
- В знаменателе — кодированное обозначение (код):
- ГРУППА ИНДЕКСОВ, УКАЗЫВАЮЩИХ ХАРАКТЕРИСТИКИ МЕТАЛЛА ШВА ИЛИ НАПЛАВЛЯЕМОГО МЕТАЛЛА
- ОБОЗНАЧЕНИЕ ВИДА ПОКРЫТИЯ
- ОБОЗНАЧЕНИЕ ДОПУСТИМЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ
- ОБОЗНАЧЕНИЕ ХАРАКТЕРИСТИК СВАРОЧНОГО ТОКА И НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ
- СТАНДАРТ НА СТРУКТУРУ УСЛОВНОГО ОБОЗНАЧЕНИЯ
- СТАНДАРТ НА ТИПЫ ЭЛЕКТРОДОВ
- Характеристика электродов с кислым покрытием
Виды покрытия
Виды покрытия электродов разделяются на некоторое количество групп, каждая из которых имеет свое обозначение. Типы покрытия электродов разделяются на:
- основное, обозначаемое как «Б», белого или бежевого цвета;
- кислое, обозначаемое «А», серого цвета;
- целлюлозное, имеющее обозначение «Ц», светло-серое с коричневатым оттенком;
- рутиловое, имеющее обозначение «Р», различных цветов, таких как серый, синий, зеленый, красноватый.
Также существуют покрытия смешанного типа, что отражается в их обозначении. Так, например, сочетание букв РЦ следует расшифровывать как рутилово-целлюлозное, а «РА» соответственно как рутилово-кислое. Буква «П» — обозначение других видов покрытий. Такая градация определяется наличием химических элементов, входящих в состав покрытия. Выбор покрытия следует осуществлять в зависимости от металлов, подвергаемых соединению.
Основное
Основное покрытие электродов содержит в основной массе карбонаты кальция и магния. Для того, чтобы произошло разбавление шлаковой корки в обмазку добавляют особый элемент в виде плавикового шпата. Это несколько ухудшает возможность работы при использовании переменного тока, поэтому электроды с основным покрытием рекомендуется использовать при работе с током постоянной величины.
Отличие этого вида покрытия состоит в том, что в образующейся газовой среде отсутствует водород, который может привести к образованию трещин холодного вида. Шов при использовании электродов с основным покрытием получается повышенной пластичности.
Большим преимуществом является возможность выполнения сварки при всех положениях, однако, следует учитывать, что шов вследствие значительной вязкости будет несколько выпуклым и не совсем эстетичным.
Кислое
Электроды с кислым покрытием обладают обмазкой, содержащей железную и марганцевую руды. Это способствует выделению на место сварки значительного количества кислорода. Результатом является повышение температуры и одновременно снижение поверхностного натяжения, что придает ему текучесть.
Увеличивается скорость сварочного процесса, но возникает опасность возникновения подрезов. Кислые электроды несут с собой некоторую опасность, поскольку в их покрытии содержатся оксиды марганца, обладающие токсичностью. Существуют марки электродов с кислым покрытием, однако более предпочтительными являются электроды с рутилово-кислым покрытием.
Целлюлозное
Соответственно названию основной элемент этого вида покрытия — целлюлоза. Также туда входят органические вещества в виде смол. Особенностью является то, что при сгорании в сварной дуге образуется значительное количество защитного газа. При этом шлака, наоборот, образуется мало.
Электроды с целлюлозным покрытием имеют некоторый недостаток, заключающийся в том, что при сварке появляются раскаленные брызги металла. Кроме того, металл шва имеет низкую пластичность. Это обусловлено наличием немалого количества водорода, выделяющегося при горении органических веществ.
Существующие марки электродов с целлюлозным покрытием характерны высокой скоростью осуществления сварочного процесса. К их достоинствам является возможность сварки во всех положениях, даже такому, при котором движение электрода происходит сверху вниз, что не под силу большинству электродов. Недостатками являются большое разбрызгивание горячего металла, образование подрезов на кромках, грубая поверхность получаемого шва.
Рутиловое
Такое покрытие содержит такой элемент, как природный концентрат рутил. Добавками являются полевой шпат, магнезит. Двуокись титана гарантирует легкое разжигание дуги. Брызг образуется немного.
Электроды обладают хорошими технологическими характеристиками. Вредность работы с ними менее, чем с другими электродами. Еще одно достоинство состоит в том, что зажигание дуги может происходить без непосредственного контакта электрода с поверхностью детали, поскольку пленка, образуемая в кратере, играет роль проводника. Особое значение это имеет, когда сваривание осуществляется короткими стежками.
Электродами можно осуществлять соединение даже загрунтованных поверхностей и шов при этом не будет уступать по прочности и надежности. Дуга обладает стабильностью, имеется возможность использования любого вида тока. Практически отсутствуют брызги раскаленного металла. Шов получается свободным от пор.
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки
Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию
При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
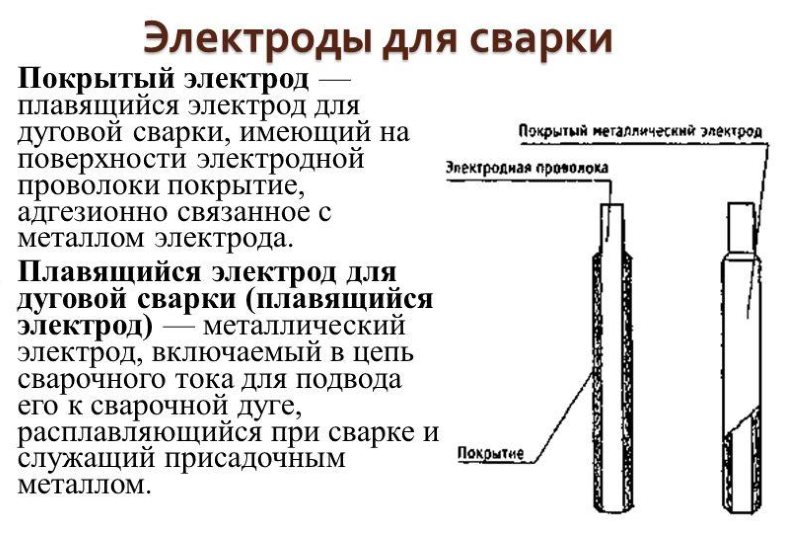
1 Основное назначение и состав электродов
Электрод представляет собой металлический либо же неметаллический стержень, который обеспечивает доставку тока к изделию. Поэтому обязательным требованием к материалу, из которого состоят данные элементы, является хорошая электропроводность. Для их изготовления в основном используются проволоки из сплавов различной степени легированности.
Кроме того, нужные свойства достигаются за счет покрытия. Оно обеспечивает надежную защиту от газов, таких как азот и кислород, способствует стабильному горению дуги и даже удаляет все вредные примеси, которые находятся в расплавленном металле. Также именно благодаря покрытию этот металл или сплав насыщается необходимыми легирующими элементами.

В общем, для того чтобы достичь всех вышеуказанных свойств, покрытие должно иметь в своем составе следующие компоненты. Благодаря шлакообразующим веществам (каолин, марганцевая руда, мел, титановый концентрат, мрамор, кварцевый песок и т.д.) осуществляется надежная защита от негативного воздействия азота и кислорода, которые могут привести к окислению. А чтобы удалить из уже расплавленного металла кислород, необходимы ферросплавы титана, марганца, алюминия и кремния, которые относятся к группе раскисляющих веществ.

Защитную газовую среду создают специальные газообразующие компоненты, к ним относятся древесная мука и декстрин. Для того чтобы шов имел достойные характеристики (износостойкость, не был подвластен коррозии и т.д.), понадобятся и специальные легирующие добавки. Их очень много, перечислим только основные: хром, титан, никель, опять-таки марганец и ванадий. Калий с натрием и кальцием относятся к стабилизирующей группе, способствующей ионизации сварочной дуги. Чтобы все компоненты покрытия, а также стержень электрода были надежно связаны между собой, необходимы, соответственно, связующие вещества, в основном эту роль выполняет силикатный клей.
Плюсы и минусы
При сравнении основного покрытия электродов с другими видами можно выделить как преимущества, так и недостатки этого вида.
К преимуществам относится:
- Высокий показатель пластичности и ударной вязкости.
- Низкое содержание газов и различных примесей в металле шва.
- Стойкость к образованию горячих трещин.
- Высокое сопротивление сероводородному растрескиванию. Идеально подходят для сварки трубопроводов, по которым проходят сероводородные соединения.
- Надёжно сваривают ответственные конструкции.
- Удобно выполнять швы любого пространственного положения.
- Малая окислительная способность. Улучшается процесс раскисления и легирования металла.
Из недостатков можно выделить:
- Повышенная чувствительность к влаге. Электроды с таким покрытием нужно хранить в сухом месте.
- Сварочная дуга может гореть нестабильно, если используется переменный ток.
- Удлинение дуги при сварке часто приводит к появлению пор в шве.
- Если покрытие увлажнено, в наплавленном металле повышается содержание водорода. Это также может привести к образованию пор.
- Нужно прокаливать электроды непосредственно перед сваркой, так как оптимальный уровень влажности покрытия должен составлять 0,3%.
- Если на поверхности свариваемых конструкций есть ржавчина, это тоже часто становится причиной появления пор в шве.
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки
Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
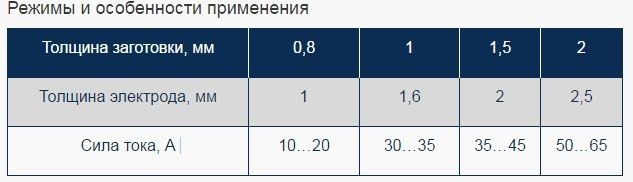
Теплоотведение при сварке тонких металлов
В значительной мере уменьшить вероятность прожогов может применение подкладок из толстого металла. Если вы варите встык – подложите с другой стороны под сварной шов лист металла толщиной 10-15 мм, или делайте сварку на тяжёлой наковальне. Это обеспечит теплоотведение от свариваемых деталей, и предотвратит прожигание металла. Иногда потребуется включать фантазию, пространственное воображение, особенно при сложных швах. Главное помните – «железка» должна располагаться как можно ближе к сварочной ванне, лучше всего – на металле меньшей толщины.
При сварке тонкого металла часто помогает применение сварного шва с отгибаемыми кромками. Конечно, это потребует дополнительных слесарных работ, да и шов будет выглядеть некрасиво. Однако, если ничего не получается, это может стать единственным возможным решением.
- Сварка тонкого металла: каковы сложности работы
- Режимы сварки и электроды
- Технологический процесс
- Инвертор и работа с тонким металлом
- Сварка тонкого металла: практические советы профессионалов
Сегодня настало время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Следовательно, для того чтобы сваривать тонкий металл, нужны специалисты и мастера. Варить тонкий металл очень непросто, это весьма сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как результат, испорченную деталь.
Тонкий металл можно сваривать самыми разными способами:
- ручная электродуговая;
- непрерывистая;
- прерывистая;
- полуавтоматическая;
- газовая.
В знаменателе — кодированное обозначение (код):
буква Е — международное обозначение плавящегося покрытого электрода
ГРУППА ИНДЕКСОВ, УКАЗЫВАЮЩИХ ХАРАКТЕРИСТИКИ МЕТАЛЛА ШВА ИЛИ НАПЛАВЛЯЕМОГО МЕТАЛЛА
6.1. Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2)
6.2. В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру°С, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (35 кгс?м/см2).
Пример: E-12X2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20°С имеет ударную вязкость 34 Дж/см2 (3,5 кгс?м/см2).
6.3. В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса:
- первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс?м/см2);
- второй индекс — максимальную температуру, при которой регламентированы показатели длительной прочности металла шва.
6.4. Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящих из трех или четырех цифр:
- первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
- второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
- третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
- четвертый индекс указывает содержание ферритной фазы в металле шва.
6.5. Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей:
первый индекс указывает среднюю твердость наплавленного металла и выражается дробью:
- в числителе — твердость по Виккерсу;
- в знаменателе — по Роквеллу.
второй индекс указывает, что твердость наплавленного металла обеспечивается:
- без термической обработки после наплавки -1;
- после термической обработки — 2.
|
Индекс |
Твердость |
Индекс |
Твердость |
||
|
по Виккерсу |
по Роквеллу |
по Виккерсу |
по Роквеллу |
||
|
200/17 |
175 — 224 |
до 23 |
700 / 58 |
675 — 724 |
59 |
|
250 / 25 |
225 — 274 |
24 — 30 |
750 / 60 |
725 — 774 |
60 — 61 |
|
300 / 32 |
275 — 324 |
30,5 — 37,0 |
800 / 61 |
775 — 824 |
62 |
|
350 / 37 |
325 — 374 |
32,5 — 40,0 |
850 / 62 |
825 — 874 |
63-64 |
|
400 / 41 |
375 — 424 |
40,5 — 44.5 |
900 / 64 |
875 — 924 |
65 |
|
450 / 45 |
425 — 474 |
45,5 — 48,5 |
950 / 65 |
925 — 974 |
66 |
|
500 / 48 |
475 — 524 |
49,0 |
1000 / 66 |
975 — 1024 |
66,5 — 68,0 |
|
550 / 50 |
525 — 574 |
50 — 52,5 |
1050/68 |
1025 — 1074 |
69 |
|
600 / 53 |
575 — 624 |
53 — 55,5 |
1100/69 |
1075 -1124 |
70 |
|
650 / 56 |
625 — 674 |
56 — 58,5 |
1150/70 |
1125 -1174 |
71 -72 |
Пример: Е — 300/32-1 — Твердость наплавленного слоя без термообработки.
ОБОЗНАЧЕНИЕ ВИДА ПОКРЫТИЯ
А, Б, Ц, Р — см. Электродные покрытия; смешанного типа: АР — кисло-рутиловое; РБ — рутилово-основное и т.п.; П — прочие. При наличии в покрытии железного порошка более 20% добавляется буква Ж. Например: АЖ.
ОБОЗНАЧЕНИЕ ДОПУСТИМЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ
1 — для всех положений, 2 — для всех положений, кроме вертикального «сверху-вниз», 3 — для нижнего, горизонтального на вертикальной плоскости и вертикального “снизу-вверх», 4 — для нижнего и нижнего «в лодочку».
ОБОЗНАЧЕНИЕ ХАРАКТЕРИСТИК СВАРОЧНОГО ТОКА И НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ
|
Полярность постоянного тока |
Uxx источника переменного тока, В |
Индекс |
|
|
Номинальный |
Пред. отклонение |
||
|
Обратная |
— |
— |
|
|
Любая |
— |
— |
1 |
|
Прямая |
50 |
± 5 |
2 |
|
Обратная |
3 |
||
|
Любая |
70 |
± 10 |
4 |
|
Прямая |
5 |
||
|
Обратная |
6 |
||
|
Любая |
90 |
± 5 |
7 |
|
Прямая |
8 |
||
|
Обратная |
9 |
СТАНДАРТ НА СТРУКТУРУ УСЛОВНОГО ОБОЗНАЧЕНИЯ
ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация и общие технические условия».
СТАНДАРТ НА ТИПЫ ЭЛЕКТРОДОВ
ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей».
ГОСТ 10051-75 «Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами».
Характеристика электродов с кислым покрытием
Электроды с кислым покрытием, по ГОСТ 9466-75 «Электроды покрытые металлические для
ручной дуговой сварки и наплавки. Классификация и общие технические условия», в структуре условного обозначения электродов обозначаются индексом — А.
Марки электродов с кислым
покрытием: ОММ-5, СМ-5, ЦМ-7, МЭЗ-4 и др.
По механическим свойствам
наплавленного металла электроды с
кислым покрытием, нанесенными на стержни из Св-08, Св-08А (ГОСТ 2246-70), соответствует типу электродов Э38
и Э42 по ГОСТ 9467-75.
Шлаковую основу кислых покрытий составляют руды, содержащие в основном окислы железа (гематит — Fe2O3) и
марганца (марганцевая руда — MnO2), иногда титана, кремнезем.
Все кислые покрытия имеют окислительный характер, который обусловлен выделением в сварочную дугу при их плавлении свободного кислорода из руд, связывание которого происходит недостаточно. Это приводит к большим потерям легирующих элементов в процессе
сварки, поэтому
электроды с кислыми покрытиями не рекомендуются для сварки высоколегированных сталей.
В качестве газозащитного материала кислые покрытия содержат органические вещества (крахмал, декстрин, оксицеллюлозу и др.), которые при разложении в дуге вместе с образованием защитного газа — окиси углерода образуют также водород, растворяющийся в жидком металле.
Наводороживание металла шва, а вследствие диффузии и металла околошовной зоны является существенным недостатком кислых покрытий, что ограничивает возможность их использования для сварки закаливающихся углеродистых и легированных сталей, склонных к образованию холодных
трещин вследствие охрупчивающего действия водорода.
Металл, наплавленный электродами с кислыми покрытиями, нанесенными на стержни из
Св-08 и Св-08А, по составу соответствует, как правило, кипящей стали и содержит до 0,1% кремния.
При увеличении раскисленности металла шва (повышении содержания в нем кремния более 0,1—0,2% и марганца более 0,8—0,9%) появляется склонность к образованию пор, основной причиной которых является выделение водорода в процессе кристаллизации
сварочной ванны.
Металл шва, выполненный электродами с кислыми покрытиями, склонен к образованию горячих трещин при содержании в нем углерода более 0,15%, поэтому их не следует применять для ручной дуговой сварки углеродистых и низколегированных сталей, содержащих более 0,3% углерода.
Относительно высокое содержание кислорода в металле, наплавленном кислыми электродами, обусловливает умеренную величину его ударной вязкости (9-15 кгс·м/см2) и большую склонность к «механическому старению», которое снижает ударную вязкость примерно в два раза.
К недостаткам электродов с покрытиями этого вида следует отнести также повышенное разбрызгивание металла и токсичность вследствие выделения при сварке значительного количества марганцовистых соединений.
Вместе с тем электроды с кислыми покрытиями имеют ряд существенных преимуществ. Они малочувствительны к образованию пор в швах при наличии ржавчины и окалины на кромках свариваемого металла, что объясняется способностью их шлаков связывать закись железа в нерастворимые в металле комплексные соединения — силикаты и титанаты (FeO·Si02, FeO·Ti02). Это способствует интенсивному протеканию процессов диффузионного раскисления жидкого металла на границе металл-шлак и уменьшает насыщение металла шва кислородом.
Этим же обусловлена малая чувствительность электродов с кислыми покрытиями к пористости металла шва при сварке длинной дугой (при повышенном напряжении на дуге). Их достоинством является также хорошая стабильность горения дуги при сварке переменным током, легкое зажигание дуги при относительно небольшом напряжении холостого хода сварочного трансформатора (60—70В) и высокая производительность. Для ряда
марок электродов (ЦМ-7 и др.)
коэффициент наплавки достигает 11 —12 г/А·ч. При умеренной
толщине покрытия (вес покрытия составляет не более 35% веса покрытой части стержня) кислые электроды пригодны для сварки во всех пространственных положениях
швов (положения
сварки плавлением — ГОСТ 11969-79).
Перечисленные особенности этих электродов определяют область их применения в основном для сварки малоуглеродистых и низколегированных сталей, применяемых в строительстве и машиностроении,
но ввиду их токсичности, применение их ограничено.
- Классификация
сварочных электродов по толщине и виду покрытия - Классификация компонентов электродных покрытий по назначению
- Характеристика электродов с кислым покрытием
- Характеристика электродов с основным (фтористо-кальциевым) покрытием
- Характеристика электродов с целлюлозным (органическим) покрытием
- Характеристика электродов с рутиловым покрытием
.