Как сделать листогиб своими руками?
Содержание:
По производителю
3EMAKINA
ACL
FABTEC
FERROX
FERRUM machine tools
H.M. Transtech
ILMAKSAN
JIARONG
JOUANEL
MAZANEK
PROD-MASZ
RAS
Tapco
TTMC
VAN MARK
ЛГМ
Металл Мастер
Россия
Полезная информация
Листогиб состоит из станины, прижимной и гибочной балок. Для удобства работы некоторые модели оснащены ножной педалью для открывания и закрывания верхней балки, угломером для высокой повторяемости производимой продукции в крупносерийном производстве, а также передним и задним упором для поддержания и фиксации крупных заготовок. Для раскроя металла станок может быть оснащен роликовым ножом.
Листогибы делятся на несколько типов:
Ручные листогибы
Ручные станки применяют в единичном и мелкосерийном производстве при работе с металлом до 2 мм. Гибочный механизм приводится в действие за счет усилия нажатия на рычаг. Основные преимущества:
- удобство (ручной листогиб не требует подключения к источнику тока, может эксплуатироваться в условиях отсутствия электричества);
- мобильность (за счет относительного небольшого веса);
- низкая стоимость (по сравнению с электромеханическими и гидравлическими моделями).
Электромеханические листогибы
Электромеханические станки применяют для гибки листового металла в условиях серийного производства. В отличии от ручных, электромеханические станки являются стационарными и приводятся в действие посредством редуктора с электродвигателем. Важным фактором у таких станков является скорость траверсы: чем она выше, тем больше производительность листогиба и скорость самой работы. Станки могут иметь педальное или кнопочное управление.
Преимущество использования электромеханического листогиба — полная автоматизация, от оператора не требуется практически никаких физических усилий, кроме загрузки и снятия заготовки.
Гидравлические листогибы
Такие станки имеют высокую производительность за счет гидравлического привода. Путём равномерного распределения усилия по всей длине они способны производить безупречный гиб листового металла толщиной до 3 мм.
Процесс сгибания металла осуществляется с помощью давления на рабочий орган, которое происходит за счет поступления в цилиндры гидравлической жидкости, выталкивающей поршни.
Преимуществами данного типа являются:
- отсутствие вибраций за счет прочной рамы из высоколегированной стали;
- высокая повторяемость деталей за счет электронного управления процессом;
- безопасность — подобные станки оборудован специальными щитами и системами экстренного отключения.
Гидравлические листогибы, в отличии от остальных видов, существенно ускоряют изготовление стандартных изделий на крупном производстве за одну смену.
Сегментные листогибы
Гибочные балки таких станков могут быть оснащены специальными сегментами, с помощью которых можно изготавливать изделия сложных профилей, коробчатых, трапециевидных форм сечений (фасадных кассет, лотков, поддонов и др).
Перед покупкой вы можете ознакомиться с ассортиментом оборудования на нашем сайте, а также получить консультации по бесплатному номеру по всей России: 8 (800) 333-51-02.
Как купить Листогибы
Компания «МОССклад» поставляет Листогибы, гибочные станки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить листогибы ручные, гидравлические, листогибочные станки следующих производителей: 3EMAKINA, ACL, FABTEC, FERROX, FERRUM machine tools, H.M. Transtech, ILMAKSAN, JIARONG, JOUANEL, MAZANEK, PROD-MASZ, RAS, Tapco, TTMC, VAN MARK, ЛГМ, Металл Мастер, Россия, и другие.
Приобрести Листогибы у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.
Устройство и принцип работы
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.
Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.
По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.
Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
- стол;
- верстак;
- станину.
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.
В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
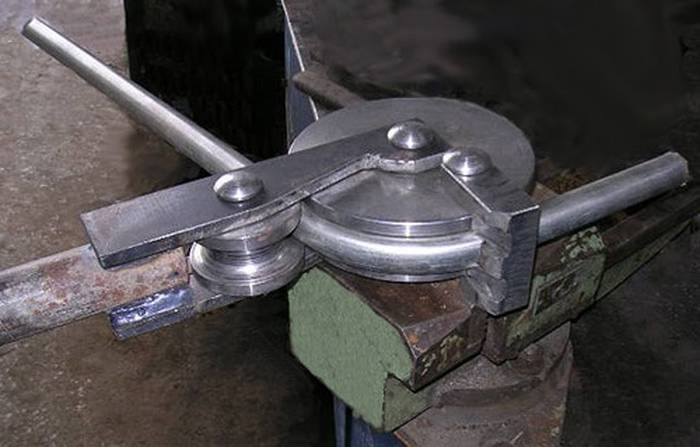
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:
Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
PROD-MASZ
| Ручной листогиб Z 1400/1.2-145 | Рабочая длина 1400 мм |
Толщина металла 1.2 мм |
В наличии |
81 713 q 2 387 BYN |
||
| Ручной листогиб Z 2000/0.8-145 | Рабочая длина 2140 мм |
Толщина металла 0.8 мм |
В наличии |
83 529 q 2 440 BYN |
||
| Ручной листогиб Z 2500/0.8-145 | Рабочая длина 2640 мм |
Толщина металла 0.8 мм |
В наличии |
115 852 q 3 384 BYN |
||
| Ручной листогиб Z 3000/0.8-145 | Рабочая длина 3140 мм |
Толщина металла 0.8 мм |
В наличии |
145 450 q 4 249 BYN |
||
| Ручной листогиб ZR 1400/2.0-145 | Рабочая длина 1400 мм |
Толщина металла 2.0 мм |
В наличии |
114 399 q 3 342 BYN |
||
|
Ручной листогиб ZR 2000/0.8-160
Варианты |
Рабочая длина 2140 мм |
Толщина металла 0.8 мм |
В наличии |
122 570 q 3 580 BYN |
||
| Ручной листогиб ZR 2000/1.2-145 | Рабочая длина 2160 мм |
Толщина металла 1.2 мм |
В наличии |
130 742 q 3 819 BYN |
||
| Ручной листогиб ZR 2500/0.8-160 | Рабочая длина 2640 мм |
Толщина металла 0.8 мм |
В наличии |
169 329 q 4 947 BYN |
||
| Ручной листогиб ZR 2500/1.2-145 | Рабочая длина 2640 мм |
Толщина металла 1.2 мм |
В наличии |
196 113 q 5 729 BYN |
||
| Ручной листогиб ZR 3000/0.8-160 | Рабочая длина 3140 мм |
Толщина металла 0.8 мм |
В наличии |
186 398 q 5 445 BYN |
||
| Ручной листогиб ZR 3000/1.0-145 | Рабочая длина 3140 мм |
Толщина металла 1.0 мм |
В наличии |
285 998 q 8 355 BYN |
Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.
Гнуть сталь толщиной более 2 мм на мощном листогибе одному рабочему подчас не по силам. Даже когда у листогиба длинные рычаги, может потребоваться помощь других рабочих. На профессиональных ручных листогибах рабочие гнут стальные листы вдвоём, втроём либо используют механическое устройство с 12-киловаттным двигателем. Последний вариант применим на фабрике, где из полос готовой листовой стали изготавливают, например, кровельные гофрированные листы, «коньковые» уголки, короба, Г-образные полосы для порогов и несколько иных видов продукции.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.
Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду
Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство
Устройство и принцип работы
Конструкция листогиба довольна проста: он обустроен на раме прямоугольной формы, сделанной из прочного стального швеллера. На раме располагается прижимная балка и вращающийся по горизонтали пуансон. Схема листогиба с поворотной рамой поможет вам наглядно увидеть принцип его работы. Размещая металлический лист на гибочном станке, его прижимают балкой и устанавливают пуансон, который загибает материал исключительно ровно и под заданным углом.
Характеристика работы листогиба зависит от его конструкции, когда изгиб получается при повороте пуансона либо давлением сверху. Угол изгиба можно контролировать визуально или выставить на станке специальные ограничители по заданным параметрам. На листогибах, снабженных программным управлением, для этих целей по краям изгибаемого листа устанавливают 2 датчика, в процессе изгибания они регламентируют уровень угла сгибания.
Устройство гибочного станка
Перед изготовлением листогиба определитесь, какой толщины и структуры, а также сколько листов вам нужно согнуть, как именно они будут сгибаться. Это позволит выбрать схему, по которой прибор будет выпущен. Самый простой механизм позволяет гнуть листовую сталь посредством траверсы. Данное устройство легко согнёт лист с шириной не более полуметра, на 90 градусов, используя лишь силу рук мастера. Листовой металл закрепляется в станке с помощью струбцины или небольших тисков. Сгибание в выбранном месте осуществляется нажатием траверсы на него.
Усложнённое устройство – листогибочный пресс с сеткой и пуансоном в качестве исполнительного механизма. Лист металла или сплава кладётся на криволинейную или спрямлённую матрицу, а пуансон (сгибающий клин) прижимается к сгибаемому листу, придавая ему нужный узор сгиба. Такой станок чаще используется в металлообрабатывающем производстве, где сгибание листового железа поставлено на поток.
Самодельные листогибы в домашних условиях могут работать и с гидравлическим механизмом, роль которого выполняет, например, домкрат.
К тому же их работу нужно синхронизировать, что представляет собой дополнительную сложность по сравнению, например, с арматуротрубогибами.
Профессиональные листогибы изготавливаются на основе трёхвального механизма. В них лист металла проходит через управляемые валы. В результате радиус изгиба листа обретает отличающиеся при разных подходах значения.
Особое место занимают электромагнитные листогибы. Но самостоятельно сделать такой листогиб затруднительно. Его положительные качества – небольшие габариты, бесшумный процесс сгибания листов, высокая скорость. Работает такой листогиб за счёт электромагнитного поля, создаваемого между гнущей поверхностью и матрицей. Сгибатель свободно зафиксирован с помощью пружины, а сама матрица ставится под ним. Механизм подстраивается под форму сгибаемого листа. Под сгибателем (или в нём) размещён электромагнит, на который подаётся выпрямленное сетевое напряжение.
Вальный листогиб используется, к примеру, при изготовлении одностенных дымоходов, где труба с круглым или овальным сечением имеет идеальные размеры. Если вальный механизм имеет определённый профиль, то он хорош для изготовления крышных водостоков, располагаемых по периметру.
Вальные станки часто оснащаются ножом, который дает возможность отрезать лист неподалёку от места сгибания.
У ручного листогиба рабочий ресурс чаще всего выбирают в следующих пределах:
- количество листов – не менее 1400;
- ширина листа – не более 2 м;
- угол сгиба – до 130 градусов.
Больший ресурс используется не при домашней, а при заказной работе.
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.
Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.
Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.
- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.
Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.
Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.
- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.
Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.
Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале YouTube даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата. Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик. Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов. В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм. При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).
Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно. Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла. Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.
Как выбрать листогиб?
Для правильного выбора устройства для создания гнутых элементов из металлопрофиля стоит придерживаться следующих правил:
- Мастерам, которые занимаются жестяными работами и сборкой составляющих кровельных конструкций на постоянной основе, пригодится заводское устройство для гнутья металлических листов;
- Для периодического домашнего использования человеку, нуждающемуся в листогибочном станке, вполне подойдет простая конструкция, собранная из подручных материалов своими руками;
- Ручной станок для изготовления профилированного листа необходим работникам, профессионально занимающимся производством деталей для кровельных систем. Для данного класса мастеров наиболее оптимальным выбором станет профессиональное устройство, выделяющееся большей долговечностью и надежностью;
- Людям, что периодически берутся за заказы по сборке кровель, пригодится заг-машина и ручной листогиб.
Если вы планируете пользоваться самодельным листогибочным станком для работы на постоянном потоке, то приготовьтесь к тому, что в какой-то период времени ваш «цех» может приостановить свою деятельность на время по причине поломки. Связано это с тем, что домашние мастера, как правило, используют сталь для сборки листогиба, которая просто не выдерживает большой нагрузки!
Для менее интенсивного бытового использования же станок, собранный своими руками, годится как нельзя лучше, позволяя сэкономить часть средств и становясь отличным помощником в работе
Важно учитывать данный нюанс и не надеяться, что самодельный агрегат проявит чудеса производительности и выносливости!
Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео. Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха.
Какими бывают гибочные станки
Виды станков
Листогибочные станки:
- простые ручные листогибочные;
- гидравлические для профиля и листового железа;
- роликовые или валковые листогибы.
Станки для арматуры:
- ручные;
- с механическим приводом.
Дополнительно гибочный станок для арматуры может различаться по размерам. Эти размеры зависят от диаметра металлических прутьев, для которых они предназначены:
- легкие для работы с прутьями диаметром до 20 мм;
- тяжелые – для арматуры диаметром от 20 до 40 мм;
- сверхтяжелые для гибки прутьев диаметром от 40 до 90 мм.
Разновидности станков для гибки.
Как и все оборудование такого рода, гибочные аппараты могут быть ручными механическими, а могут быть оборудованы электрическим приводом. Следует сказать, что на рынке имеется огромное количество предложений высокотехнологических версий. Особенно это касается листогибов с гидравликой.
Гибочные станки с чпу, например, представлены очень широко многими зарубежными и отечественными производителями.
Заключение
Чтобы изготовить самодельный листогиб своими руками не потребуется много времени и денег. Достаточно подготовить материалы и изготовить вспомогательные детали. Времени, если все есть в наличие, достаточно одного – двух вечеров.
Еще хочется сказать, что нет предела совершенству. Например:
- Можно детали расположить так, чтобы при изгибе рычаг не поднимать вверх, а опускать вниз.
- Для увеличения точности можно установить мерную линейку или просто нанести риски.
- Если требуется делать много одинаковых заготовок, то можно на рычаг добавить передвижной упор из уголка. Настроив на определенную длину, мы не будем отмерять заготовку, а просто придвигаем до упора и зажимаем деталь прижимной планкой.
- Если требуется отгибать на определенный угол, то можно предусмотреть регулируемый упор, не позволяющий подвижной части подниматься выше определенного угла.