Ручные листогибы: устройство, виды и изготовление своими руками
Содержание:
- Ручной листогиб для толстых листов своими руками
- Гидравлические
- Советы по эксплуатации и ремонту
- Электромеханические
- Металлический листогиб своими руками
- Виды листогибов и их конструкция
- Классификация
- Валковые листогибы
- Листогибочное оборудование польского производства и его особенности
- Виды листогибочных станков и особенности их конструкции
- Преимущества станка, собранного своими руками
- Устройство и принцип работы
- Виды листогибов
- Технология и оборудование для гибки листового металла
- Конструкция листогибочного станка
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.
Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.
Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.
- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.
Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.
Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.
- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.
Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.
Гидравлические
Гидравлический листогиб представляет собой пресс, приводной силой которого являются гидроцилиндры. Это мощное оборудование, чья гидравлика позволяет загибать ленточный и листовой металл толщиной до 6,5 мм на угол до 90 градусов. Сменные матрицы и пуансоны дают возможность делать загибы на углы меньшей величины. Если станок оснащён ЧПУ, то это позволяет контролировать рабочий процесс на всех его этапах.
Массивные листогибы предназначены для эксплуатации в цехах промышленных предприятий. Особо крупные модели устанавливают на собственный, отдельно стоящий фундамент. На станках такого типа изготавливают стальные сегменты строительных конструкций в виде таких профилей, как швеллеры, уголки, П и Z-образного сечения.
Для выполнения работ важны такие характеристики станков, как рабочая длина заготовки, глубина её подачи и максимальный угол загиба. Ширина рабочей зоны у разных моделей может колебаться от 1 м до 4,5 м. Глубина подачи, как правило, не имеет ограничений.
Интересно. Гидравлические листогибы комплектуются дополнительным оборудованием – это навесной роликовый нож, жидкостный или простой угломер, ограничитель поворота траверсы, набор матриц и пуансонов и электроприводное фальц закаточное устройство догиба до 180.
Рабочий процесс гидравлического ЛГС
Алгоритм гиба довольно прост, не отягощённый сложностями, состоит из следующих действий:
-
траверсу с установленным пуансоном фиксируют в верхнем крайнем положении;
-
полосу металла надвигают на матрицу, закреплённую на рабочем столе;
-
пуансон и матрица подбираются исходя из толщины и конфигурации конечного изделия;
-
нажатием на педаль приводят в движение траверсу, которая опускается вниз, с установленной оператором скоростью;
-
пуансон продавливает заготовку по форме матрицы;
-
траверсу возвращают в первоначальное положение, а гтовое изделие снимают с рабочего стола.
Особенности работы
Усилия на верхнюю траверсу передаются двумя гидроцилиндрами. Для синхронизации их давления применяются два способа – это применение оптических датчиков-линеек или использование торсионного вала. Оптические линейки дают возможность налаживать станок при помощи ЧПУ, в то время для наладки синхронизации торсионным валом требуется механическая настройка соединительной муфты.
Поскольку сила давления на пуансон передаётся траверсой через боковые гидроцилиндры неравномерно, то усилие в центре рабочего стола меньше, чем по его краям. Из-за этого заготовка не будет ровно гнуться. Для устранения этой проблемы применяется система компенсации прогиба, которая распирает стол по центру тем самым, равномерно распределяет давление пуансона по всей длине заготовки.
Позиционирования стального листа для гибки осуществляется при помощи задних упоров. Их установка происходит по трём осям:
-
X – движение вперёд, назад;
-
R – движение вверх, вниз;
-
Z – движение влево, вправо.
Управление листогибочным процессом происходит с помощью контроллера с интерфейсом на дисплее. В зависимости от модели станки наделены различными возможностями в управлении гибочным процессом. Для фиксации пуансона и матрицы применяется система быстрой смены инструмента, обеспечивающая быструю переналадку станка.
Обратите внимание. Управление листогибочным прессом осуществляется ЧПУ
Через интерфейс оператор заносит чертежи пуансонов и матриц, чертёж и параметры готового изделия. Система ЧПУ сама рассчитывает все необходимые параметры работы пресса и визуализирует 3 D процесс гибки.
Преимущества гидравлических ЛГС
При всём различии технических характеристик все модели станков, оснащённых гидравликой, объединяют следующие достоинства:
-
компактное размещение гидравлической установки;
-
быстрая переналадка оборудование под новые рабочие параметры;
-
высокое качество гиба за счёт автоматической регулировки равномерного распределения силы давления по всей длине заготовки;
-
программирование всех заданных параметров технологического процесса гибки;
-
мощный задний упор с трёхмерной регулировкой.
Наибольшей популярностью на рынке России пользуются гидравлические ЛГС португальской фирмы Adria и польского производителя MetallMaster.
Советы по эксплуатации и ремонту
Перед началом работы на станке надо ознакомиться с его устройством и изучить правила эксплуатации. Новый листогиб будет сгибать изделия правильно, по выверенной прямой линии, но со временем, если не проводилась профилактическая настройка и регулировка, станина у листогиба провисает, и готовые изделия получаются винтом. Если оснастка на станке предусматривает регулировку, то убрать эффект винта можно настройкой зазоров, подкрутив регулировочные винты. Практика использования листогибов показывает, что станина не опускается у моделей с короткой рамой до 2 метров, но чем она длиннее, тем больше вероятность возникновения прогиба.
Не стоит забывать также, что срок у гибочного ножа ограничен и по его истечении деталь подлежит замене. Подобное оборудование имеет срок гарантийного обслуживания, составляющий 1-2 года. При поломке мобильного станка вы можете обратиться для его ремонта в сервисный центр.
Что касается стационарных листогибов, установленных на предприятиях, для них проводятся регулярные профилактические и капитальные ремонты, выполняемые по месту установки данного оборудования.
О том, как правильно выбрать листогибочный станок, смотрите далее.
Электромеханические
Полноприводные электромеханические листогибочные станки предназначены для изготовления элементов коммуникационных систем вентиляции и воздуховодов в виде прямоугольных или квадратных в сечении коробов, доборных кровельных и фасадных элементов, а также откосов и фигурных отливов с овалами и полуовалами из стального проката и гибких цветных металлов. В отличие от ручных ЛГС электромеханические станки гнут листовую сталь толщиной более 1 мм не за счёт физической силы оператора, а с помощью электродвигателя.
Листогибочное оборудование, оснащённое электромеханикой, может обладать различными характеристиками. Существуют полупромышленные установки и профессиональные мощные станки с числовым программным управлением (ЧПУ). Электромеханические станки занимают большой сектор рынка гибочного оборудования. Это самый производительный вид ЛГС среди всех остальных разновидностей устройств, уступая по своим характеристикам только гибочным прессам.
Данный тип станков в основном находит применение в серийном производстве на промышленных предприятиях, как стационарные установки, позволяющие обрабатывать в широком диапазоне размеров и форм листовой металлопрокат, соблюдая ритмичность и цикличность производства готовых изделий.
Все разновидности электромеханических листогибов конструктивно похожи тем, что все они имеют массивную опорную станину, электрический приводной подъёмно-поворотный механизм, электроприводную прижимную консоль.
Обратите внимание. Между тем, производители станков изготавливают модели с существенно выраженными отличиями в конструкции и технологии обработки заготовок
Выбирая такое оборудование, следует обращать внимание на его характеристики.
Основные преимущества данного класса ЛГС
К основным достоинствам электромеханических станков следует отнести следующее:
-
доступная стоимость для широкого круга потребителей;
-
быстрая окупаемость оборудования;
-
высокая надёжность;
-
эргономичность органов управления станка;
-
мотор-редуктор обеспечивает высокую производительность ЛГС;
-
наличие ЧПУ позволяет оператору задавать выполнение сразу несколько операций, количество которых зависит от характеристик данной модели;
-
способность обрабатывать листовой металл большой толщины и ширины;
-
наличие у некоторых моделей набора сегментных ножей, позволяющих изготавливать изделия коробчатых форм.
Особенности электромеханических ЛГС
Листогибы с электроприводом способны максимально делать загибы от 120 до 160 градусов. Роликовые ножи обеспечивает эффективную резку металлопроката с помощью электрической тяги. Это относится и к фальц закаточной машинке. Из-за большой толщины стали (от 1 мм и более) физическое воздействие со стороны оператора невозможно. В качестве расходного материала используется электроэнергия, если не считать смазку узлов станка.
Принцип работы
Гибочный процесс довольно несложен и состоит из нескольких операций:
-
лист металла помещают между опорной и прижимной балками;
-
часть листа, которая должна быть загнута, выдвигают вперёд;
-
прижимную балку опускают на металл;
-
поворотную траверсу поднимают вверх на нужный угол;
-
балку возвращают в первоначальное положение;
-
изделие извлекают из станка или продолжают делать на ней загибы на других участках листа металла.
Металлический листогиб своими руками
Для рассмотренного в примере самодельного листогиба потребуется:
- Тавр на 70 мм — три куска по 2,5 м.
- Два болта 20 мм диаметром.
- Небольшой кусок металла толщиной 5 мм (для вырезания укосин).
- Пружина.
- Металлические дверные петли (две штуки).
Процесс изготовления листогиба следующий:
| Два тавра складываются, с двух концов вырезаются в них выемки под петли. Края выемок скашиваются под углом 45°. Третий тавр, выступающий в роли прижимной планки, обрезается точно также, только глубина выемки делается немного больше для более свободного хода. | |
| Далее необходимо приварить петли с двух сторон. | |
| К нижнему тавру привариваются по две укосины с каждой стороны. Они нужны для дальнейшей установки на них болтов-фиксаторов прижимной планки. | |
| Идем дальше — к укосинам привариваются гайки болта. | |
| Устанавливается прижимная планка (третий обрезанный тавр), и в верхней части привариваются металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отверстия центрируются так, чтобы они находились с приваренной гайкой на одной вертикали. | |
| Пружина отрезается с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Далее болт пропускается в отверстие прижимной планки, надевается на пружину и закручивается в гайку. Такая же процедура выполняется и с другой стороны. | |
| Далее к шляпкам винтов привариваются по два отрезка арматуры. Они будут служить в качестве ручек для закручивания. | |
| Окончательный этап изготовления — к подвижному тавру привариваются ручки для удобной работы. |
Рассмотренный металлический листогиб за счет мощности позволит гнуть длинные заготовки и листы солидной толщины.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
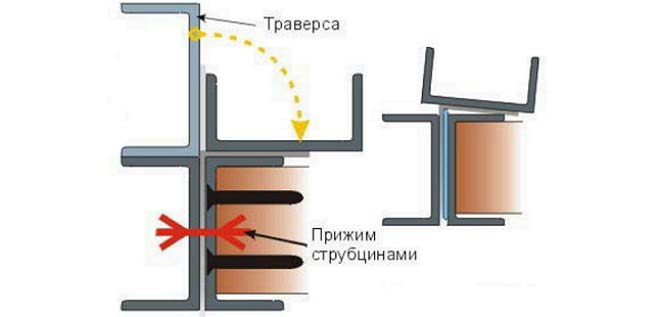
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:
Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
Классификация
Листогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр.

По функциям
Ручные листогибы можно классифицировать по функциональности:
- роликовые;
- гибочные;
- сегментарные;
- отбортовочные.
По способу сгибания
Можно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
станок с матрицей, прессом и пуансоном;



Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком.

Валковые листогибы
Но сделать такой же с ручным приводом, или оборудованный электромотором, не составит особого труда.
Основные составные части:
- Рама
- Вертикальные стойки из швеллера с отверстиями под оси на подшипниках;
- Три продольных вала. Можно использовать трубы различного диаметра с заваренными торцами. Трубы желательно брать толстостенные, во избежание деформации;
- Зубчатый или цепной привод. Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью;
- Прижимной узел управления верхним валком;
- Струбцины перемещения опорных валков по горизонтали.
Одна из вертикальных стоек должна поворачиваться на 90 – 120 вокруг вертикальной оси. Это делается для того, чтобы можно было заменить вальцы на цилиндры другого диаметра.
Принципиальная схема вальцового листогиба приведена ниже:
В сборе станок выглядит примерно так:
Существуют и другие варианты конструкции, например, как листогибочный станок на этих фото:
При постройке самодельного листогиба вальцового типа следует учесть, что максимальные его возможности ограничены мускульной силой человека. В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм. Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
Листогибочное оборудование польского производства и его особенности
Листогибы польского производства в нашу страну поставляются от компаний Metalmaster, и Mazanek. При этом листогиб Mazanek представляет собой довольно удачную компиляцию от оборудования Tarco max (которое уже не поставляется в Россию). При достаточно высоком качестве сборки (не в пример китайским моделям) продукция Metalmaster ориентирована на потребителей, обрабатывающим давлением стальные листовые заготовки. Конструкция проходных листогибов от Metalmaster весьма надёжна и прочна, имеет достаточный запас прочности. Уникальность некоторых моделей (например, Bertech) подтверждена рядом патентов. Листогибы Metalmaster эффективны при гибке тонколистового металла с толщиной 0,6 — 1,0 мм. При этом агрегаты Metalmaster могут устанавливаться в самых неприхотливых условиях, поскольку все основные узлы листогибов Metalmaster последовательно проходят упрочняющую обработку и антикоррозионное покрытие.
Отличительные особенности польских листогибочных станков от Metalmaster и Mazanek:
- проходная схема оборудования, при этом профильные ножи изготавливаются из высокостойких инструментальных материалов и допускают свою многократную заточку;
- оригинальная система устранения пружинения на всех листогибах Metalmaster, что положительно влияет на точность;
- широкий диапазон габаритных размеров деформируемого листа;
- наличие удобных координатных приспособлений для гибки по сложным контурам и последующей отрезки ножом.
Важно отметить также долголетние традиции производства от компаний Metalmaster и Mazanek, что положительно сказывается на качестве самой техники, удобстве и простоте регулировки и стабильности технических характеристик в процессе эксплуатации
Виды листогибочных станков и особенности их конструкции
Перед тем, как начать своими руками собирать ручной агрегат, стоит точно определиться с объемами и перечнем работ, которые в дальнейшем будет исполнять новое устройство. Ведь в зависимости от назначения данного агрегата может меняться и конструктивная схема приспособления.
Из всех имеющихся на сегодняшний день решений наиболее простым листогибом в конструктивном плане является изделие, которое гнет листовой металл за счет специального траверса. Подобное приспособление пригодится, если вы работаете с материалом шириной не больше полуметра, позволяя без дополнительных устройств согнуть металл под углом 90 градусов только при помощи сил собственных рук.

Иногда из-за большой упругости материала довольно сложно добиться угла в точные 90 градусов. Исправить ситуацию помогает специальная проставка (на рис. справа), имеющая вид обычной полосы металла.
Куда сложнее в изготовлении оказывается листогибочный пресс, состоящий из пуансона и матрицы. В этом случае листовой металл размещается прямо на матрице, где нужный профиль заготовке придается благодаря опускающемуся сверху пуансону.

Рассмотрим вариант сборки листогиба своими руками, который будет функционировать в паре с гидропрессом. Если дома вы уже имеете пресс, то дополнить его устройством для сгибания металла будет несложно.
Практика показывает, что более совершенным в работе был и остается листогибочный станок, работа которого осуществляется за счет 3 валов. Такой агрегат еще иногда называется проходным. Главным достоинством его выступает то, что приспособление дает возможность реализовать металлические заготовки с разным углом изгиба. Станок для гибки металла может комплектоваться как электрическим, так и ручным приводом, позволяя мастерам реализовать самую разную конструкцию.

Протяжной листогиб может дополнительно оснащаться траверсой, прижимом и опорой, позволяя использовать его для ручной гибки материала. Подобного рода станки оснащаются различными валами, которые всегда можно приобрести отдельно, сделав устройство более универсальным.

Профилированные вальцы применяются, как правило, с целью придать нужный угол элементам кровельных конструкций, будь то отбортовки, коньки, водостоки, ендовы и т.п.
Вальцы, имеющие гладкую рабочую поверхность, применяются в большинстве случаев, когда необходимо провести жестяные работы, например, сделать секции труб большего диаметра или выгнуть заготовки.
Преимущества станка, собранного своими руками
Покупкой проходного листогибочного станка и сборкой ручного листогиба своими руками чаще всего интересуются люди, желающие сэкономить на приобретении профилированного листа серийного изготовления. Простая арифметика показывает, что самостоятельные работы по гнутью металлических листов удешевляют стоимость последних приблизительно на 40 процентов, если сравнивать с заводскими изделиями. Однако на деле все сложнее!
Стоимость проходного заводского ручного станка для гнутья профлиста составляет приблизительно 60 тысяч рублей. Несмотря на это, купленный листогиб не гарантирует стабильно высокого качества продукции. Загвоздка заключается в том, что прокатка с одним проходом скорее всего будет приводить к образованию перетянутых углов, которые в свою очередь со временем могут стать причиной образования трещин. Многократная же прокатка со сменой прижима будет трудоемкой и долгой. Для создания простых деталей из металла самодельный листогибочный станок подходит просто идеально, для серийного производства — не совсем!
Главный фактор, на который следует обращать внимание при покупке листогиба, — это его скорая окупаемость! Достичь этого самостоятельному мастеру, использующему станок в частном порядке, довольно проблематично. В данном случае куда целесообразнее взять на вооружение самодельный листогибочный станок, который отлично справится с гнутьем металлических листов
При помощи него вы сможете «своими руками» гнуть листы профнастила типовых и нестандартных габаритов — и те, и другие остаются очень востребованными не только при проведении кровельных работ, но и многих других.
Устройство и принцип работы
Конструкция листогиба довольна проста: он обустроен на раме прямоугольной формы, сделанной из прочного стального швеллера. На раме располагается прижимная балка и вращающийся по горизонтали пуансон. Схема листогиба с поворотной рамой поможет вам наглядно увидеть принцип его работы. Размещая металлический лист на гибочном станке, его прижимают балкой и устанавливают пуансон, который загибает материал исключительно ровно и под заданным углом.
Характеристика работы листогиба зависит от его конструкции, когда изгиб получается при повороте пуансона либо давлением сверху. Угол изгиба можно контролировать визуально или выставить на станке специальные ограничители по заданным параметрам. На листогибах, снабженных программным управлением, для этих целей по краям изгибаемого листа устанавливают 2 датчика, в процессе изгибания они регламентируют уровень угла сгибания.
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист. Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
- Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
По конструкции можно выделить 4 группы оборудования:
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края. Неудобен при использовании.
- Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
Технология и оборудование для гибки листового металла
Листовая гибка – одна из наиболее распространённых операций обработки давлением. Её популярности способствует немалые технологические возможности получаемых изделий, а также относительная простота конструктивных схем деформирующего оборудования. Достаточной известностью пользуются польские (Metalmaster), китайские (Decker, Stalex), российские листогибы, листогибочные станки, производимые в США (Тапко, Ван Марк), а многие конструктивные исполнения листогибов доступны для изготовления своими руками. Производство листогибов занимает важный сегмент в профиле выпуска продукции прессостроительными компаниями.
Ручной мобильный листогиб
Конструкция листогибочного станка
отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой , позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.












