Что нужно для пайки?
Содержание:
- Что это такое?
- Вспомогательные приспособления для пайки
- Пайка многожильных проводов
- Припои и флюсы
- Спаивание проводов
- Что представляет собой процесс спаивания
- В каких случаях паять феном не получится
- Как правильно паять?
- Ликбез для начинающих
- Как правильно паять паяльником – советы, видео
- Как научиться владеть паяльником?
- Секреты успешной пайки
- Как пользоваться паяльником?
- Техника пайки
- Как паять трубы
- Использование самодельного жала
Что это такое?
Если обратиться к популярным источникам и словарям, то они укажут, что пайка — это вид рабочей процедуры, призванный получить неразъемное соединение металлических или других частей путем создания между ними разогретого участка. В большинстве случаев припой вводится искусственно. Для производства такой манипуляции нужен специальный паяльный аппарат, в обиходе получивший как раз название паяльника. Крепость соединения в механическом плане определяется тем, насколько хорошо припой смачивает обрабатываемые детали.
В отношении пайки и лужения до сих пор действует ГОСТ 17325, утвержденный в далеком 1979 году. Но он продолжает сохранять свою актуальность в такой достаточно консервативной сфере. Стандарт упоминает, что пайка делится на три этапа: введение припоя, смачивание им поверхностей и последующую кристаллизацию расплава.
Вспомогательные приспособления для пайки
Для того, чтобы пайка была безопасной и удобной вам также понадобятся вспомогательные инструменты:
- подставка для паяльника;
- «третья рука»;
- очистители для жал;
- ручной инструмент.
Подставка для паяльника
Несмотря на то, что мы отнесли подставку для паяльника к вспомогательным приспособлениям, ее роль весьма существенна в процессе пайки. Паяльник должен иметь свое четкое место на рабочем столе и быть надежно зафиксированным. Это обезопасит вас от случайного ожога в процессе пайки, а также снизит вероятность прожечь рабочий стол
При выборе подставки обратите внимание, чтобы в ней было место под губку для очистки жал – так намного удобнее в процессе пайки
Также вы можете смастерить подставку самостоятельно. Вот один из примеров самодельных подставок.
«Третья рука»
При пайке проводов и небольших плат очень удобно использовать так называемую «третью руку». Такое название она получила не просто так. Благодаря зажимам вы можете надежно зафиксировать объекты пайки в любом положении. Ассортимент третьих рук довольно широкий – от обычных штативов с зажимом, до моделей с увеличительными линзами и держателем для паяльника.
Очистители для жал
В процессе пайки под действием высокой температуры жало достаточно быстро окисляется и требует периодического очищения от окислов и нагара. Для этого используются целлюлозные губки и стружка для очистки жал. С их помощью вы постоянно будете поддерживать жало в чистоте, а это в свою очередь напрямую влияет на удобство пайки. Также ими легко снимать лишний припой с жала.
Губка для очистки жал Goot ST-11SP
Очиститель жал Goot ST-40
Еще один важный аксессуар – активатор паяльного жала. Он имеет практическое применение в основном для жал с никелевым покрытием, которые имеют сильные загрязнения. В отличие от обычных медных жал, их нельзя очищать абразивными инструментами. Поэтому, если такое жало перестало брать припой и обычные методы не помогают, не спешите его выбрасывать – обычно активатор помогает восстановить его свойства.
Ручной инструмент
К ручному инструменту, который будет полезен при пайке, можно отнести:
- пинцеты;
- кусачки;
- набор вспомогательных инструментов для пайки..
Использовать пинцеты довольно удобно при пайке и демонтаже электронных компонентов на платах. Для этого хорошо подходят как обычные прямые пинцеты, так и пинцеты с загнутым носиком. При пайке элементов особенно чувствительных к статическим напряжениям используются антистатические пинцеты.
Кусачки имеют широкое применение в быту, при проведении паяльных работ без них также никак не обойтись, особенно при пайке проводов. Также ими можно обрезать остатки ножек радиокомпонентов при пайке их на плату.
Набор вспомогательных инструментов для пайки имеет широкое применение при проведении паяльных и демонтажных работ. В его состав входят разного типа зажимы и держатели, которые будут полезными при пайке компонентов на плату. Также в комплекте есть щеточки для очистки плат от остатков припоя и флюса.
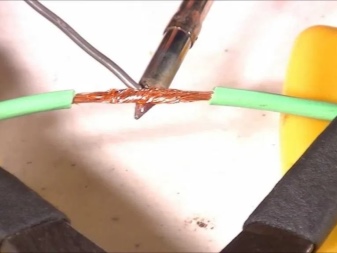
Пайка многожильных проводов
Многожильные проводники быстро нагреваются от паяльника и легко лудятся. Для пайки проводов понадобится стриппер (щипцы для зачистки проводов), паяльник, жидкая канифоль и припой.
Подготавливаем оба провода.
Нанесите жидкую канифоль на место соединения. Жидкая канифоль проникает внутрь проводков и тем самым повышает качество пайки. И канифоль дешевле любого другого флюса. Дорогих и качественных флюсов для такой пайки не требуется. Тем более, когда надо спаять сотню проводов.Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
Наносим припой на паяльник и несколькими ровными движениями проходим по месту пайки. Время пайка не более 3 секунд. За это время канифоль успевает испариться. А без канифоли припой начнет собираться в кучки, и будет плохо паяться.
Если на контакте есть комки припоя и трещины, повторите процедуру заново. Дождитесь остывания контакта, иначе можно повредить кисточку от жидкой канифоли.
Другой способ
Альтернативный вариант — это лужение контактов перед их спаиванием. Такой метод снижает скорость работы, однако он позволяет добиться высокого качества пайки.
Скручиваем два провода в единую жилку отдельно друг от друга и залуживаем их припоем. Далее прислоняем их друг к другу, наносим канифоль и спаиваем.
Качество контакта получается выше, но припоя тратится больше.
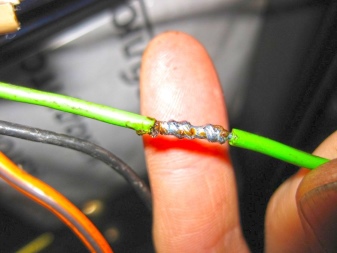
Изоляция и термоусадки
Провода надо обязательно изолировать, будь это наушники или блок питания. Для этой цели подойдут термоусадки. Они бывают разных размеров, цветов и материалов.
Отрезаем термоусадку с запасом.
Закрываем контакт.
Если у вас паяльная станция, можно обойтись и 100 °C. Если нет, то можно использовать огонь от зажигалки или спички.
Нагреваем термоусадку с одного конца, плавно переходя на второй.
Термоусадка приклеивается к проводу.
Если нет термоусадки, то можно воспользоваться изолентой. А синяя изолента добавляет психологически +10% к прочности контакта.
Припои и флюсы
Теперь пришло время точно подобрать рабочий припой и флюс к нему, т.к. пайка, в отличие от полуды, должна не только крепко сцепляться с основным металлом, но и сама быть прочной. Сводка сведений о припоях и флюсах широкого применения из старого справочника дана на рис. Применительно к нынешнему времени к ней остается добавить не так уж много.
Характеристики припоев и флюсов широкого применения
Припои
Припои от ПОС-90 до Авиа-2 – мягкие для низкотемпературной пайки. Гарантированно обеспечивают только электрический контакт. ПОС-30 и ПОС-40 паяют медь, латунь, бронзу с неактивными флюсами, а их же со сталью и сталь со сталью – с активными. ПОССр-15 можно паять оцинковку с неактивными флюсами; другие припои при этом разъедают цинк до стали и пайка скоро отваливается.
34А, МФ-1 и ПСр-25 припои твердые, для высокотемпературной пайки. Припоем 34А можно паять алюминий в пламени (см. далее, о пайке алюминия) со специальными флюсами, см. там же. Припоем МФ1 припаивают медь к стали с активированным флюсом. «Невысокие требования к прочности» в данном случае значит, что прочность спая ближе к прочности меди, чем стали. ПСр-25 при пайке сухим паяльником (см. далее) пригоден для пайки ювелирных изделий, витражей тиффани и т.п.
Флюсы
Паяльные флюсы делятся на нейтральные (неактивные, бескислотные), химически с основным металлом не взаимодействующие или взаимодействующие в ничтожной степени, активированные, химически действующие на основной металл при нагреве, и активные (кислотные), действующие на него и холодными. В отношении флюсов наш век принес больше всего нововведений; большей частью все же хороших, но начнем с неприятных.
Первое – технически чистого ацетона для промывки паек в широкой продаже больше нет вследствие того, что он используется в подпольном производстве наркотиков и сам обладает наркотическим действием. Заменители технического ацетона – растворители 646 и 647.
Второе – хлористый цинк в активированных флюс-пастах часто заменяют тераборнокислым натрием – бурой. Соляная кислота – высокотоксичное химически агрессивное летучее вещество; хлорид цинка также токсичен, а при нагреве сублимирует, т.е. улетучивается не плавясь. Бура безопасна, но при нагреве выделяет большое количество кристаллизационной воды, что немного ухудшает качество пайки.
Хорошая новость – теперь в продаже есть широчайший ассортимент флюсов на все случаи паяльной жизни. Для обычных спаечных работ вам понадобятся (см. рис.) недорогие СКФ (спиртоканифольный, бывший КЭ, второй в списке бескислотных флюсов в табл. I.10 на рис. выше) и паяльная (травленая) кислота, это первый в списке кислотный флюс. СКФ пригоден для пайки меди и ее сплавов, а паяльная кислота – для стали.
Пайки от СКФ нужно обязательно промывать: в состав канифоли входит янтарная кислота, при длительном контакте разрушающая металл. Кроме того, случайно пролитый СКФ мгновенно растекается по большой площади и превращается в очень долго сохнущую чрезвычайно липкую гадость, пятна от которой ничем не сводятся ни с одежды, ни с мебели, ни с пола со стенами. В общем СКФ для пайки хороший флюс, но не для ротозеев с растяпами.
Полноценный заменитель СКФ, но не такой противный при небрежном обращении – флюс ТАГС. Стальные детали более массивные, чем допустимо для пайки паяльной кислотой, и более прочно, паяют флюсом Ф38. Универсальным флюсом можно паять практически любые металлы в любых сочетаниях, в т.ч. алюминий, но прочность спая с ним не нормируется. К пайке алюминия мы еще вернемся.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Что представляет собой процесс спаивания
Пайка выполняется, когда необходимо соединить две детали.
Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.
При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.
Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.
Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).
Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.
Для легкости понимания прилагаем фото-инструкцию, как правильно паять.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Как правильно паять?
Итак, паяльник вы залудили и подготовили к пайке. Теперь необходимо подготовить детали, которые вы будете спаивать между собой. В первую очередь детали необходимо очистить от загрязнений и обезжирить. Для этого подойдут разного рода очистители на основе изопропилового спирта или растворители. Если на деталях есть следы коррозии, то их также необходимо устранить – зависимо от характера поверхности это можно сделать механическим способом или при помощи специальной химии.
После того как поверхности очищены, можно приступать к их пайке. Детали необходимо надежно зафиксировать таким образом, чтобы они были недвижимы в процессе пайки. Для этого можно использовать ту же «третью руку». На поверхности, которые будут спаяны между собой, необходимо нанести флюс. Много его давать не нужно – главное полностью покрыть поверхности пайки. Берем припой и… тут возможны два варианта пайки:
- нанесение припоя на жало паяльника и перенос его в зону пайки;
- нанесение припоя непосредственно в зону пайки.
При нанесении припоя паяльником необходимо небольшое количество припоя расплавить на кончике жала. После этого жалом прижимаем детали в зоне пайки. В процессе пайки флюс будет испаряться, его остатки можно смывать или оставить – все зависит от того, какой флюс вы используете. Этот метод подходит для пайки мелких деталей.
При пайке другим способом – нанесением припоя непосредственно в зону пайки – необходимо паяльником прогреть детали до температуры пайки и сразу после этого подать в зону пайки припой. Расплавляясь, припой заполнит пространство между деталями пайки и обеспечит надежное соединение. Таким способом, как правило, паяют массивные детали и радиокомпоненты на платах.
В процессе пайки как одним, так и другим способом важно правильно подобрать температуру паяльника, поскольку от этого напрямую будет зависеть качество пайки. Припой в расплавленном виде должен иметь состояние близкое к жидкому
Наверняка все помнят фрагмент из фильма «Терминатор 2: Судный день» на металлургическом заводе, когда жидкий терминатор T-1000 восстановился из разогретых кусочков. Вспомнили? Так вот – консистенция припоя должна быть такой, как эти разогретые кусочки 🙂
Основные признаки того, что температура паяльника недостаточна:
- Припой после остывания становится матовым.
- Припой плохо растекается по поверхности.
- Припой после остывания имеет зернистую структуру.
В результате этого вы получите так называемую холодную пайку. Пайка чрезмерно нагретым паяльником тоже ни к чему хорошему не приведет – припой будет очень быстро окисляться и плохо лудиться. Как в первом, так и во втором случае вы получите в конечном результате соединение деталей, которое будет иметь плохую механическую прочность и со временем просто разрушится.
Как правило, температура паяльника подбирается индивидуально для каждого типа пайки. Вместе с этим, для большинства типов пайки припоями ПОС-60 идеальной является температура 240-300 °C – начинать необходимо от наименьшего значения и постепенно увеличивать её по мере необходимости. При правильно подобранной температуре в конечном результате у вас должно быть блестящее соединение.
Припоя не должно быть слишком много, но вместе с тем его должно быть достаточно для равномерного заполнения пространства между деталями. И главное – не держите долго паяльник в зоне пайки. Для того, чтобы припой расплавился и заполнил пространство между деталями, достаточно 3-4 секунд.
Итак, основные азы пайки мы с вами рассмотрели, а теперь пройдемся по наиболее распространенным применениям пайки в повседневной жизни.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
-
При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
-
При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
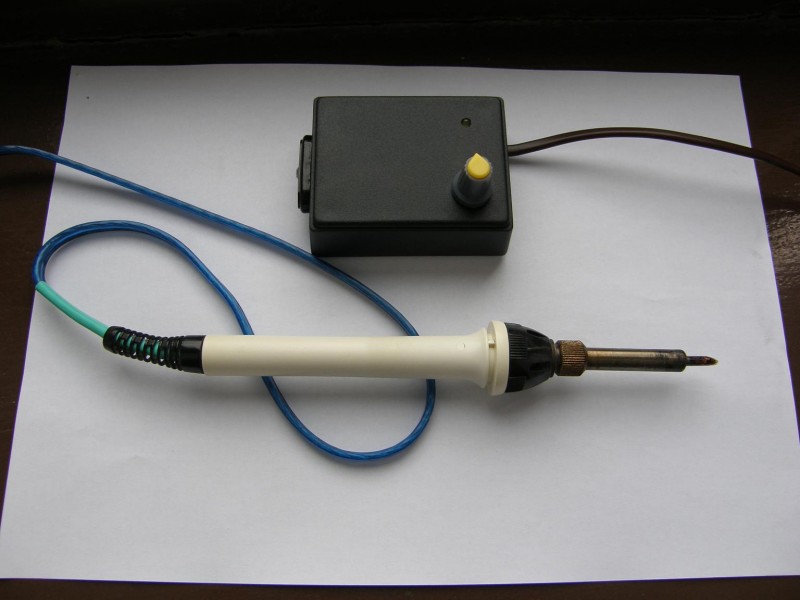
Как научиться владеть паяльником?
Очень просто: минимум знаний, все держится на практике, небольшое количество материалов и главное – тот или иной паяльник.

Выше мы назвали один параметр этих ручных инструментов (мощность). Он важен для понимания:
- Что паять.
- Как быстрее работать.

Чем мощнее паяльник, тем толще его медное жало, тем медленнее оно разогревается, но и дольше держит режим пайки после отключения от сети или паяльной лампы.

-
Как выбрать фазометр — обзор, назначение, принцип действия, область применения + инструкция по применению с фото
-
Как сделать трансформатор своими руками — пошаговая инструкция, схема, чертежи, список материалов + фото готового самодельного трансформатора
-
Какой детектор скрытой проводки лучше? ТОП-10 лучших производителей с фото и описанием
Но они не годятся для пайки небольших электродеталей, тонких проводов, как разогреватели меньшей мощности.

Есть также паяльники, и они не последние в этой линейке, мгновенного нагрева жала и быстрого охлаждения после точечной пайки радио-и электросхем – электроимпульсные. Ими соединяют метизделия в различных бытовых мастерских.

Процесс несложный. Если у вас есть обычные плоскогубцы и кусачки, пинцет с тонкими и широкими (до 1 см) лапками, то вам остаётся приобрести или достать из кладовки три специфические вещи:
- паяльник;
- материал пайки (припой) – чаще сплав свинца и олова;
- антиокислитель и обезжириватель (флюс).

К этому добавим минимум общих знаний по материалам для пайки.

Секреты успешной пайки
Давайте первым делом рассмотрим вопрос, как паять паяльником с канифолью, поскольку такой способ наиболее часто применяют на практике.

Перед пайкой необходимо зачистить поверхности, которые собираетесь соединить. Если это провода, их тоже нужно тщательно очистить от остатков окиси. Когда все будет готово, окуните жало в канифоль, потом коснитесь припоя, небольшое его количество должно остаться на кончике.

Снова коснитесь канифоли, после чего приложите жало к поверхности, которую собираетесь залудить и прогрейте ее. Поверхность должна покрыться тонким слоем припоя.

После того, как обе соединяемые детали будут залужены, совместите их, и предварительно взяв на кончик жала паяльника припой, после коснувшись канифоли, прогрейте место соединения, припой должен равномерно распределиться. После этого дождитесь, когда пайка остынет. Проверьте качество и надежность.

Пайка с канифолью применяется при ремонте радиоаппаратуры и бытовой электроаппаратуры. Само место спайки необходимо промыть спиртом или растворителем, удалив остатки флюса.

Для скрепления стальных, медных, латунных и других деталей, используют, как правило, паяльную кислоту. В этом случае, поверхности после зачистки обрабатывают ей и потом лудят.

Мы уже отвечали на вопрос, каким паяльником лучше паять в контексте выбора мощности, но отметим, в некоторых случаях, например, при ремонте массивных медных радиаторов, лучше пользоваться специальными паяльниками, нагреваемыми паяльной лампой.
Они имеют очень массивное и тяжелое жало, что делает их крайне удобными при работе с крупными и тяжелыми деталями.


После пайки кислотой, тщательно промойте швы, удалите все ее остатки и после смажьте соединения маслом ли иной смазкой.

Часто возникает вопрос: как паять провода, что применять в качестве флюса – канифоль или кислоту. В принципе, не имеет особого значения, какой флюс будет использоваться
При пайке с кислотой, важно тщательно промыть спайку и удалить ее остатки, иначе она будет разрушать место соединения.

При использовании канифоли, пайка не будет разрушаться, даже если вы не особо тщательно удалите остатки флюса. При всем том, канифоль не проводит электрический ток, а кислота является проводником, это необходимо учитывать.
Ответим еще на один вопрос, возникающий у новичков: как паять микросхемы и другие радиодетали. Для этого используйте паяльник малой мощности: радиоэлектронные компоненты очень чувствительны к перегреву, а также в качестве флюса применяйте канифоль или специальные растворы.

Кислоту использовать не рекомендуется, она может разрушить выводы радиодеталей, плату и в целом преподнести много неприятных «сюрпризов».

Последнее совет: для пайки алюминия и дюралевых поверхностей используйте специальные флюсы, их можно найти в свободно продаже.

Главное – хорошо залудить поверхности, после чего алгоритм работ точно такой же, как и при обычной пайке.

Как пользоваться паяльником?
Наверняка каждый человек знает принципы действия паяльника, но не каждому приходилось с ним работать. Соответственно, первичные попытки соединить несколько разных деталей не увенчиваются успехом. Профессионалы в данной области советует неопытным мастерам начинать с обрезков проводов. Таким образом, они смогут научиться с нуля правильно держать паяльник, наносить расходный материал и создавать аккуратные соединительные швы.

Существует несколько признаков, позволяющих понять, что молодой мастер сделал качественное соединение:
- поверхность твердого припоя приобрела серебристый цвет с небольшим отблеском;
- отсутствуют капли и потеки;
- соединенные элементы прочно зафиксированы относительно друг друга – их невозможно разорвать руками;
- изоляция не имеет признаков оплавления.


Далее предлагается познакомиться с пошаговой техникой пайки проводов, которую используют профессионалы.
- Необходимо снять примерно 3–5 см изоляции.
- Произвести зачистку и обезжиривание соединяемых жил.
- Требуется сформировать плотную закрутку проводов.
- Сделанный проводной сросток обрабатывается флюсом.
- Жалом паяльника набирается припой – делается спаивания скрутки. Нагрев необходимо продолжать до полного обволакивания припоем. При необходимости данную процедуру придется повторить несколько раз. В готовом исполнении припой должен покрывать все части сростка.
- Спаянный сросток изолируется.

Данная технология предназначена для проведения работ с медными и алюминиевыми проводами, которые чаще всего встречаются в бытовой жизни. По окончании спаечных работ необходимо обработать концы проводов флюсом. А затем убрать его остатки. Далее берется безворсистый тканевый материал, который необходимо обмакнуть в мыльную пену и обработать место спаивания. В качестве просушки можно использовать фен либо сухую ветошь.

Техника пайки
В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.

При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.
Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.

Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.

Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.
Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.
Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.
Пайка медных труб
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Что еще?
Ах да, подставки для паяльников. Классическая, слева на рис., пригодна для любых стержневых. Где на ней быть ванночкам для припоя и канифоли – дело ваше, какой-либо регламентации нет. Для маломощных паяльников с фартуком пригодны упрощенные подставки-скобы, в центре.
Правильные и неправильная подставки для паяльников
Паяльные станции комплектуются преимущественно пружинными или трубчатыми ложементами-гнездами для паяльников. В них вся горячая часть инструмента недоступна для прикосновения, но и промазать паяльником мимо них, сосредоточившись на пайке мелкой «россыпи», вероятнее. Но чего уж точно не надо делать, и что прямо запрещено ТБ – это подставку из подручных материалов, в которой паяльник лежит на ванночках для расходных материалов, справа на рис.
***
2012-2020 Вопрос-Ремонт.ру
Вывести все материалы с меткой:
Перейти в раздел:
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Изготовить самодельную конструкцию можно следующим образом:
- Требуется кусок медного провода, который имеет диаметр около 0,5 см. В качестве жала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и небольшой кусок ткани, устойчивый к воздействию температуры.
- Один из концов кабеля изолируется. Он будет использоваться в качестве рукоятки. Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.
Самодельное жало
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.












