Что такое электроды для пайки пластика и как правильно ими пользоваться?
Содержание:
Необходимый инструмент для пайки (сварки) пластика.
Для работы нам потребуется:
- Специальный фен для пайки и насадки к нему.
- Припой для пластика.
- Обычный паяльник с острым наконечником, желательно по мощнее.
- Шлифовальная машинка, с абразивными кругами.
Если Вы не можете найти прутков для пайки, их можно вырезать самому из схожего по составу старого не нужного пластика, бамперов и т.д.
Если же Вы приобретаете готовый припой, то каждая упаковка сварочных прутков имеет маркировку в соответствии с указанным выше кодом пластмассы. Таким образом, если Вам известна пластмасса, из которой изготовлена деталь, подлежащая ремонту, смело берите пруток с нужной маркировкой.
Если Вы не знаете тип своей пластмассы, выберите похожий по внешнему виду пруток и попробуйте его приварить на обратной стороне детали. Эксперимент может закончиться успешно или неуспешно!
Если сварка детали никак не удается (бывает и такое), то единственный возможный в этой ситуации вариант — химический способ восстановления. Об этом расскажу в другой статье.
Как спаять трещину на бампере (пример).
И так, приступим к ремонту пластикового бампера. Первое что необходимо сделать, это зачистить шлифовальной машинкой, до голого пластика место ремонта. Я использую Эксцентриковую шлиф машину. Далее удалить загрязнения, обезжирить растворителем. Затем паяльником разделать трещину по всей длине в виде V — образной канавки. Это нужно чтобы туда лёг припой, для качественной спайки.
Далее включаем фен выставляем нужную температуру. Температура для сварки бампера где-то от 300 до 600 градусов, в зависимости от типа пластика. Начинайте от начала трещины. Держите фен по углом и на расстоянии 0.5 — 1 см. от детали и припоя и ведите равномерно до края трещины, наблюдая за тем как ложиться припой
Не прислоняйте насадку фена слишком близко, так как можно легко продырявить деталь насквозь.
Важно!
Обязательно пропаивайте шов с обеих сторон. Причём сначала изнутри затем с лицевой стороны.
Дайте шву остыть
Можно приступать к его обработке. Сравняйте выступающий слой припоя машинкой. Далее все действия выполняются в обычном порядке. Шпаклюется (если требуется), грунтуется, и краситься.
Приступаем к пайке
Процесс пайки пластика необходимо начинать с внутренней стороны бампера. Для этого один его конец неподвижно фиксируется, и вдоль шва прокладываются электроды. Тем самым нагревательный элемент расплавляет материал, который, в свою очередь, заполняет углубления рубца.
Схема сварочного электрода.
Направлять насадку пистолета нужно перпендикулярно шву. Для начала желательно сделать прихватку деталей в нескольких местах: это улучшит их фиксацию, что в дальнейшем облегчит процесс пайки. После можно приступать к заполнению шва. При следующем проходе необходимо захватить боковые зоны. С каждым заполнением стежки электрод постепенно уменьшается, поэтому его потребуется вовремя заменить.
Когда весь участок будет пройден, дождитесь, чтобы масса пластика с образовавшимися пузырьками немного остыла — это займет около 5 минут. Затем приступайте к разглаживанию шва. Для этого можно использовать любой тупой предмет, например, деревянную ручку какого-нибудь инструмента. В труднодоступных местах поверхность выравнивается пальцами, только не забудьте воспользоваться перчатками. Полное отвердение шва наступит через несколько часов.
Данное армирование делается внутри бампера. Чтобы сцепление сетки с поверхностью было как можно прочнее, расплавленная пластмасса наносится по всему ее периметру, заполняя все ячейки. Таким образом, утопив сетку, вы получите прочную поверхность, а когда пластик полностью остынет, его излишки можно будет удалить при помощи шлифовальной машинки. После этого нужно избавиться от образовавшихся волосков, это делается с помощью строительного фена. Только следите за его температурой, чтобы не перегреть поверхность бампера.
На этом процесс пайки закончен, теперь вам требуется зашпаклевать поверхность с внутренней и наружной стороны, при этом заделать все неровности. Затем шпаклевку нужно отшлифовать наждачной бумагой. Далее поверхность грунтуется и наносится на нее краска.
Вот таким образом вы сможете самостоятельно отремонтировать бампер своего автомобиля, при этом не тратя своих денег в дорогих автомастерских, где данный ремонт выльется в кругленькую сумму.
Очень часто бывает так, что пластиковая деталь или ее крепление лопается, отрывается и так далее. Покупать из-за какой-то мелкой крепежки новую деталь не очень хочется. Остается ремонт с помощью пайки и с последующим укреплением содой с суперклеем. Но обо всем по порядку.
Может быть так, что деталь просто треснет: тут можно сразу переходить к пайке. Но бывает так, что пластик деформировался, тогда перед пайкой необходимо вернуть его к первоначальному положению, и сделать это можно строительным феном.
После этого берем паяльную станцию (по сути, это обычный паяльник с тонким жалом, температуру которого можно регулировать, делая так, чтобы тот или иной пластик не горел, а плавился).
Аккуратно пропаиваем вглубь, накладывая стежок за стежком, и пропаивайте на 5-10 мм больше чем есть трещина. Просто может быть так, что трещина внутренняя и на поверхности ее не видно. Так пропаиваем каждую трещину, в итоге получаем подобную паутину швов.
Точно так же делаем и с обратной стороны детали.
После проделанного швы нужно обработать, сделать вровень с основной поверхностью, да и подготовить всю поверхность в целом, если, конечно, это требуется, но самое главное — шов. А делаем это обыкновенной наждачкой, зернистостью около 100.
Вроде бы все? Но нет, теперь самое интересное!
Нам потребуется обыкновенная пищевая сода и любой суперклей.
На спаянном шве между стяжками есть расстояние, которое необходимо заполнить, чтобы придать всему этому делу окончательную жесткость и полную уверенность в надежности спайки.
Берем суперклей и наносим тонким слоем его в шов. Следите, чтобы каждая полость шва была заполнена. Выдерживаем так около 10 минут.
После этого наносим еще один слой суперклея и посыпаем все это сверху содой!
Сода вступает в реакцию с суперклеем, после чего все это кристаллизуется и получается каменный шов! Все пространство между стяжками заполнено и жестко скреплено, шов получается сверх крепким, когда попробуйте сами, вы все поймете)
Если требуется, для покраски, например, шов можно так же обработать наждачной бумагой.
Таким же образом был спаян щиток вилки. Шов обрабатывать не стал, нет смысла просто.
Надеюсь, что данный способ ремонта пластика кому-то пригодится)
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).
-
Соединение деталей горячим воздухом с помощью строительного фена или термопистолета позволяет применять присадочный пруток, он подается вручную. Принцип работы оборудования прост: воздух от электронагревателя вентилятором нагнетается через узкое отверстие в зону разогрева. Полимер плавится, образуется шов. Фен с насадкой удобнее пистолета, пруток заправляется в насадку, левая рука высвобождается. Для дома часто приобретают термопистолет или фен мощностью 1,5 или 2 кВт. Он разогревает воздух от +180°C до +260°C, модели оснащены терморегуляторами.
- Соединение деталей экструдером предполагает подачу расплавленного полимера в зону соединения деталей. Этот метод самый простой и надежный, после сварки образуется ровный шовный валик.
 Ручной экструдер для сварки пластика
Ручной экструдер для сварки пластика
Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Особенности данных электродов
Плоские электроды – это планки с разными размерами, изготовляемые из измененного пластика под химической и вторичной обработкой. Такой материал обладает высокой сопротивляемости к разрыву или внешним повреждениям, имеет хорошую пластичность, высокую адгезию ко многим пластиковым сополимерам.
Таблица характеристик пластмасс.
Прочность может быть низкого уровня за счет особенностей материала, которые применяют при производстве деталей из пластика, а также активного процесса окисления в случае повышении температуры. Конструкция стареет, что провоцирует раннее повреждение.
Многие запчасти к машинам, изготовленные из пластмассы, термопласты или полимера могут сохранять свои функции при частом плавлении. Благодаря этому большинство запчастей в автомобиле поддается термическому процессу во время ремонтных работ.
Одними из самых популярных типов пластика, который применяется при машиностроении, считаются:
- полипропиленовый пластмассовый электрод – используется в ремонте машины с пластиковыми деталями;
- полиэтиленовый материал;
- полиамидовый;
- стироловый, акрилонитриловый, сополимерно-бутадиеный;
- полибутилнтерефталатовый.
Любой опытный мастер, который хоть раз паял при помощи электрода пластик, знает, что эти материалы ремонтопригодны.
Предварительная подготовка.
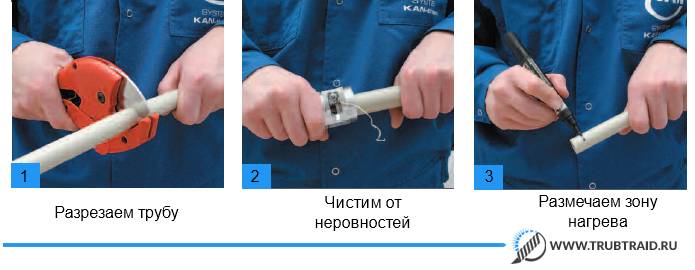
Такой процесс, как пайка труб пвх своими руками предполагает определенные подготовительные действия. Наиболее значимыми из них являются:
- Очистка компоновочных частей.
- Установка насадок на устройство.
- Тщательная проверка плотности вхождения детали в насадку. Те части, которые входят не достаточно хорошо, должны быть немедленно заменены, поскольку достойное качество монтажа пластиковых труб они все равно не обеспечат.
- После проверки качества взаимодействия насадок и запчастей можно включать инструмент для прогрева. Все компоненты к этому моменту должны быть нарезаны и очищены.
Характеристики некоторых видов клея для труб из полипропилена
На сегодняшний день существует большой выбор средств, которыми можно производить склеивание полипропилена и полиэтилена. Остановимся подробнее на характеристиках некоторых из них.
Cosmoplast 500
Это однокомпонентный прозрачный клеящий состав, который может быть использован и для бытовых нужд, и на производстве. Высокие склеивающие свойства позволяют соединять детали под углом в 45 градусов, что обусловило его популярность среди мастеров по производству пластиковых окон. Отличается малым временем необходимым для высыхания: 3 секунды – начальное схватывание и 16 часов – полное застывание (при температуре 20 градусов).
Dow Corning 7091
Этот однокомпонентный продукт относится к типу клей-герметик. Если толщина наносимого слоя не превышает 5 мм. то Dow Corning 7091 выполняет роль клея, а при толщине до 25 мм – герметика. Этот состав лучше использовать для склеивания однородных материалов. Процесс склеивания полипропилена этим составом мало чем отличается от остальных клеев. Полученный шов отличается эластичностью, долговечностью, масло- и влагостойкостью, а так же способен выдерживать перепады температур от -55 до 180 градусов по Цельсию.
WEICON Easy-Mix PE-PP
Универсальный двухкомпонентный клей для полипропиленовых труб отлично справится с соединением полиэтилена, полиамида, ПВХ, стекловолокна и других материалов и пластмасс. Создан на основе метил акрила и обладает высокой адгезией. При комнатной температуре достигает полного застывания через 24 часа.
Это конечно не весь перечень представленных на рынке клеев для ПП. И прежде чем клеить полипропилен необходимо более подробно ознакомиться с особенностями клеевых составов. Это избавит от возможных ошибок, которые могут привести к некачественному склеиванию.
Полипропилен – разновидность пластмассы, который тяжело склеивается. Не так давно стал производиться клей для полипропилена способный заменить метод соединения «горячую сварку». Специальный клей облегчил работу мастеров, так как не надо привлекать к работе специальное оборудование, способное нанести травмы, так как основная направленность – это нагрев материала.

Как запаять бачок?
Одним из наиболее эффективных способов устранения протечки емкости считается сварка. Ее действие базируется на способности полимерных материалов под воздействием повышенных температур переходить из твердого состояния в жидкое. В домашних условиях для ремонта пластмассовых бачков используют паяльник или строительный фен. Мощность фена должна составлять не менее 1600 Вт, паяльников – не менее 100 ватт
При выборе инструмента следует принимать во внимание комфортность работы с оборудованием. Опытные мастера отдают предпочтение паяльникам с деревянной ручкой, поскольку полимерная из-за высокой температуры быстро расплавляется, а металлическая раскаляется
Если используется фен, желательно, чтобы он имел опцию плавной регулировки температуры, а также набор из нескольких насадок. Это позволит задать оптимальный режим при работе с пластмассами разных типов.


Пайка проводится в несколько этапов:
-
сперва поверхность деформированного участка тщательно очищают и обезжиривают;
-
затем пластмассу на поврежденном участке оплавляют на определенную глубину;
-
трещину заполняют куском нагретого жгута;
-
шов охлаждают – чтобы ускорить процесс охлаждения, можно увлажнить отремонтированный участок прохладной водой из опрыскивателя;
-
на завершающем этапе останется только зачистить и обточить пластик для создания ровного полотна.
Полученный результат прямо зависит от соблюдения температурного режима и опыта работы с паяльным оборудованием.


Инструменты для пайки
Чтобы соединить между собой отдельные части водопровода, необходимо использовать технологии температурного воздействия. Пайка или сварка пластиковых труб позволяет обеспечить диффузию молекул пластмассы, как результат получается прочное и герметичное соединение.
Фото — аппарат для пайки пластиковых коммуникаций
Эти работы проводятся при помощи специальных устройств – сварочного инвертора для пластиковых труб или пистолета:
- Сварочник считается более профессиональным аппаратом и в основном используется опытными сантехниками. Его цена на порядок выше стандартного бытового пистолета;
- Пистолет представляет собой своеобразный паяльник, который может точечно воздействовать на отдельные части пластиковых или металлопластиковых коммуникаций.
Аппараты для сварки можно классифицировать по мощности. Сейчас наибольшей популярностью пользуются универсальные модели на 1500–1600 Вт. Они удобны для бытового использования, кроме того в комплекте идет также комплект насадок для работы с различными типами трубопроводов.
Фото — конструкция паяльника
Нужно отметить, что помимо специальных устройств также понадобятся дополнительные инструменты. В частности, это ножницы для резки водопроводных деталей. А также роликовый труборез, который позволяет обеспечить максимально ровный и гладкий срез на поверхности коммуникаций.
Также при работе с металлопластиковыми или армированными фольгой трубами понадобится инструмент для зачистки – шлифовщик. Он выровняет кромку среза, на которой часто после обрезки нужного участка остаются небольшие неровности. Если проигнорировать этот процесс, то соединение может получиться недостаточно прочным и герметичным, что повлияет на работу всей канализационной системы.
Если требуется пайка труб из пластика большого диаметра – от 110 мм, то применяется электрическая муфта. Она насаживается на соединение и нагревает место стыка. В процессе главную роль играет центрирование отдельных участков коммуникаций, т. к. проконтролировать процесс во время сварки практически невозможно. Для работы с таким устройством применяется специальным центрирующий станок, который позволяет выровнять поверхность среза, чтобы получить максимально плотный шов. Мощность муфт несколько отличается от мощности сварочных аппаратов и пистолетов для пайки, в большинстве случаев требуется немного большие показатели – свыше 1500 Ватт.
Также часто в домашних условиях используется холодная пайка. Технология подразумевает применение агрессивного клеящего состава, который обеспечивает диффузию молекул пластика без использования нагревающих элементов. Главным достоинством способа является простота. Такая сварка легко производится даже без опыта, кроме того не требуется закупка дополнительных аппаратов. Но вместе с этим такая спайка считается недолговечной, т. е. это скорее, срочные меры, нежели вариант постоянного соединения труб.
Фото — пример холодной пайки пластиковых коммуникаций
Купить инструмент для пайки пластиковых труб можно практически в любом сантехническом магазине, в среднем он стоит от 800 рублей до нескольких десятков тысяч. К примеру, в Севастополе стоимость WESTER DWM 1000B варьируется в пределах от 1800 рублей до 2000.Цена зависит от заявленной мощности аппарата, марки и его назначения.
Видео: как правильно паять пластиковые трубы
Как паять своими руками
Надо сказать, что термофеном для пайки пластика не так легко работать, как может выглядеть со стороны, поскольку у полимеров температура плавления различается. У поливинилхлорида она составляет 150-220° C, у полипропилена – 160° C.
Отступление в какую-либо из сторон повлечёт непровар стыкового соединения либо перегрев, что равным образом неудовлетворительно скажется на качестве окончательного результата.
Для осуществления пайки термопластичного полимера понадобятся:
- сам термофен;
- ряд сопел к нему;
- сварочный пруток (лента).

От верно подобранного сопла на фен находится в зависимости надёжность выполненного соединения. Для пайки толстых предметов желательно применять насадку диаметром 5-8 миллиметров.
Припой представляет собой специальные прутки полимера, которые при нагревании плавятся и заполняют собой пространство промеж соединяемых заготовок.
Наряду с этим края деталей также плавятся, что ведёт к спаиванию элементов в одно целое. Стык выходит крепким благодаря молекулярным связям припоя с пластмассовыми заготовками. Под любой тип пластика потребуется искать свой тип прутка.


Следует приготовить определённый вспомогательный инструментарий и материалы для пайки. Понадобится напильник либо наждачка, растворитель, ножик для обрезки лишнего припоя после его затвердевания.

Процесс пайки:
Первым делом, как говорилось ранее, подбирают прутки пластика под материал спаиваемых деталей, дополнительно настраивается режим температуры пайки. Для этого требуется точно знать разновидность пластика. Обозначение, как правило, находится с оборотной стороны изделия.
Выполняют зачистку сопрягаемых областей наждачкой либо напильником, а при необходимости используют растворитель.
Затем в область пайки вставляют пруток
Вся область разогревается феном, принимая во внимание температуру плавления. Следует выдержать нужное время, чтобы припой и края деталей как следует прогрелись
При этом необходимо одинаково греть оба изделия.
После того как пластик под воздействием термофена станет плавиться, пруток вдавливают в область соединения. При применении промышленных термофенов практикуется специализированная машинка, посредством которой осуществляется уплотнение расплавленного прутка промеж пластиковых деталей. Под давлением машинки совершается уплотнение. Это укрепляет стык.
После завершения работ, как только пластик охладится и будет прочным, необходимо срезать весь лишний материал до поверхности сопрягаемых деталей. Для этой цели, как правило, применяется специализированный серпообразный нож.
Если выполнить это трудно, в таком случае надо немножко разогреть место сопряжения тем же термофеном.

Наглядный обзор пайки пластика термофеном на примере бака от стиральной машины представлен в следующем видео.
Обзор плоских электродов
Существуют несколько главных видов электрод, применяемых в процессе пайки пластика. Их зачастую обозначают латинскими буквами: А, В и С. Классификация электродов делится только за счет толщины и ширины. Стандартной длиной является значение в 200 миллиметров.
Плоские электроды вида «В» имеются в сварочных прутках в размере 1,3х18 для ремонтных работ бамперов. Их также можно использовать, чтобы сварить трещину или разлом, находящийся с внешней стороны конструкции с толщиной не больше 6 миллиметров.
Электроды типа «С» объединяет в себе планки размеров 1,5х20. Их можно применять в качестве усиливающей арматуры швов, на которые приходится увеличенная нагрузка во время работы различных запчастей. Толщина стенок не должна быть больше 10 миллиметров.
Кроме перечисленных методов эксплуатации, данные виды электродов для пайки можно применять, дабы нарастить отломавшиеся детали в пластиковых изделиях либо чтобы залатать любую образовавшуюся дыру.
Благодаря такой классификации можно быстро и точно подобрать необходимую планку под конкретный размер стенки.
К примеру, бампер можно отремонтировать плоской планкой из группы «А» либо «В» только там, где стенка не больше 3 миллиметров. В ином случае есть риск деформировать запчасть в момент остывания поверхности после совершенной работы.
https://www.youtube.com/watch?v=0dkIduik2QU
Принцип работы паяльником
Перед началом работы поверхность необходимо очистить от загрязнений и тщательно обезжирить, кромки нужно зашкурить.
При использовании паяльника его наконечником следует расплавить кромки соединяемых деталей. Далее их нужно прижать друг к другу и зафиксировать до полного остывания. Лучше всего заранее сжать края вместе и обрабатывать их одновременно. После остывания формируется сварочный шов, соединяющий две заготовки в единое целое.
При работе феном поток нагретого воздуха направляют на поврежденную область, равномерно прогревая ее до достижения температуры пластичности. Теперь можно придавать размягченному пластику любые требуемые формы. Для сварки на фен надевают щелевую насадку, формирующую узкий плоский поток нагретого воздуха. Этим потоком действуют так же, как жалом паяльника.
Еще одна разновидность ремонта — скрепление скобами. В аппарат для пайки вставляют скобы, они разогреваются и вдавливаются в материал таким образом, чтобы соединить части бампера в единое целое, обеспечивая сварному шву дополнительную прочность.
При ремонте трещин их следует зачистить и углубить до глубины в полсантиметра до образования V-образного желобка. В концах трещины следует просверлить отверстия, чтобы предотвратить дальнейшее распространение. Далее паяльником соединяют края до полного исчезновения трещины.
Шов следует сначала пройти с внутренней стороны, второй проход выполняется с лицевой.
Если форму поверхности не удалось восстановить полностью, на проблемные участки наклеивают куски стеклоткани. После восстановления формы и целостности бампера его красят так же, как и металлические детали. На зашкуренную и обезжиренную поверхность наносят слой грунта, после его высыхания — два слоя краски. В качестве финишной отделки проводят полировку.
Какой метод лучше для домашних условий
В быту чаще всего используют следующие технологии:
- Сварка с помощью паяльника. Инструмент имеет низкую цену, что позволяет применять его даже для самых простых операций. Паяльником сваривают трубы, емкости, автомобильные бамперы. Инструмент расплавляет поверхности на стыке, которые затем сопоставляются и фиксируются. Таким методом можно соединять трубы разного диаметра.
- Газовая сварка. В домашних условиях применяют фен или горелку. Нагретый газ расплавляет пластик, что способствует формированию однородного шва. Недорогой сварочный инструмент помогает соединять пластиковые детали разных форм и размеров. Его применяют при ремонте тонкостенных полимерных изделий. Процесс ведется с использованием присадочного материала или без такового. В качестве расходного материала применяют пластиковые прутки или полосы.
- Соединение экструдером. Пистолет снабжен нагревательным элементом, расплавляющим расходный материал. Оборудование оснащается и регулятором, помогающим менять температуру воздействия. Тепловые потери минимальны, чем объясняется высокий КПД оборудования.