Покрытые электроды, характеристики, технические требования. классификация, маркировка гост 9466-75
Содержание:
- Электроды с рутиловым покрытием
- Виды электродов
- 1 Сварочные электроды – характеристики, основные сведения
- Классификация
- Назначение электрода
- Защитные покрытия электродов для ручной дуговой сварки
- Как выбрать сварочные электроды
- Сварочные характеристики
- Основы выбора электродов для сварки
- Какой должен быть держатель для электродов
- Типы покрытий электродов
- ГОСТ
Электроды с рутиловым покрытием
Рутиловые электроды имеют в составе покрытия наибольший процент содержания природного диоксида титана (рутиловый концентрат). Сварочный шов, полученный с использованием рутиловых электродов, обладает меньшим растрескиванием, а по своим характеристикам, он соответствует полуспокойным и спокойным сталям.
По сравнению с другими электродами, рутиловые имеют гораздо больше преимуществ. В первую очередь, к ним относится лёгкое отделение шлака и стабильное поддержание сварочной дуги. Металл при сварке электродами с рутиловым покрытием меньше разбрызгивается, а сами электроды не так сильно подвержены влаге. Они стабильно варят даже на плохо подготовленных, ржавых металлах.
Виды электродов

Несмотря на то, что электроды тяжело поддаются классификации, есть решение этого вопроса.
Все стержни отличаются по виду материала, который лежит в их основе. Стержни могут быть разными по своему покрытию.
Основные виды электродов:
- Тающий механизм. Материал, из которых производят такие электроды – это металлы. Часто берут чугун, сталь или алюминий. Выбор связан с тем, какой материал нужно обрабатывать. Такие электроды являются и анодом, и катодом одновременно. Стержни применяют в 9 случаях из 10.
- Электроды, которые не плавятся. Для работы используют провода. Механизм изготовлен из угля, вольфрама или графитовых соединений. Ровный шов создают с проволокой. Рекомендовано работать с прямой полярностью. РД сварка подразумевает использование стержней из вольфрама. Причина этому – высокая температура плавления.
- Непокрытая конструкция. Их применяют тогда, когда нужно их связать флюсом. Он будет быстро плавиться во время работ. Не подходит для РД сварки.
- Электроды с облицовкой. Их берут в 8 случаях из 10. Такой материал при РДС помогает защитить конструкцию от негативного воздействия воздуха, сделать горение арки более стабильным и улучшить качество всех швов. Активно используют при работе полуавтомата и автоматики.
1 Сварочные электроды – характеристики, основные сведения
Под сварочными электродами понимают неметаллические или металлические стержни из материала, обладающего определенной электропроводностью, используемые для подвода к свариваемой поверхности тока. История сварочных технологий и самого процесса развития сварки неразрывно связана с тем, как появлялись и совершенствовались электроды. Еще в 1802 году В. Петров провел серию экспериментов, в которых он впервые в мире применял электроды. Лишь через 80 лет изобретатель из России Н. Бернадос опубликовал свои труды, в которых были описаны основные положения использования электродуги для сваривания кромок из металла.
Его труды «подправил» Н. Славянов. Он предложил выполнять сварку при помощи стержневого металлического электрода, а не угольного неплавящегося, а также осуществлять сварочный процесс в металлургическом расплавленном флюсе. Благодаря такой технологии в сварочной ванне значительно снизилось количество выгорающего металла, она стала намного меньше окисляться, а само сварное соединение получалось без примесей (весьма вредных) фосфора и серы.

Впоследствии характеристики и виды покрытий электродов постоянно улучшались, что повышало качество сварочных работ. Так, в 1904 О. Кьельберг из Швеции начал применять плавящиеся покрытые электроды. Через 7 лет они были усовершенствованы А. Строменгером из Британии (асбестовое покрытие с пропиткой силикатом натрия и дополнительным слоем проволоки из алюминия). А в 1925 А. Смит разработал стандарты покрытия электродов легирующими и защитными порошкообразными веществами.

Покрытия изделий для сварки включали в свой состав такие специальные ингредиенты:
Классификация
Классификация электродов электрохимические. 1-го рода — металлические или газовые, погруженные в раствор электролита, содержащего ионы материала. Такие оборотные до сих ионов. Напр. на серебряном Е.Е. Ag | Ag + происходит потенциалотвирна реакция: AgDAg + + 1ē.
В газовых электродах электрохимических роль металла должны играть электрохимические активные газы (водород, хлор, кислород и др.), но они не являются электронными проводниками тока, поэтому электрический контакт в газовых электрохимических электродах осуществляется с помощью инертных металлов (платины, золота, палладия), которые служат передатчиками электронов от молекул газов к ионам раствора и наоборот. Например, хлорный электрод Pt, Cl2 | Cl- представляет собой платиновую пластинку, которая погружена в раствор с Сl — ионами и омывается равномерным потоком газа Cl2 с давлением РCl2. Газ Cl2 адсорбируется на платиновой пластинке, затем распадается на атомы Clадс, которые уже принимают непосредственное участие в электрохимической реакции: Cl2 2arrow.eps 2Clадс 2arrow.eps 2Cl- + 2ē.
К электродам 1-го рода относятся также амальгамные, например, натриевый амальгамный, в котором роль металлического ингредиента играет амальгама натрия. На таком Е.Е. потенциалотвирна реакция проходит следующим образом: Na + + ē (Hg) 2arrow.eps Na (Hg).
Электроды электрохимические 2-го рода — это металлы, покрытые слоем своей труднорастворимые соли и погружены в раствор электролита, содержащий общий анион из труднорастворимых солью. К этой группе относятся электроды сравнения — хлорсеребряный (Ag, AgCl | Cl-), каломельный (Hg, Hg2Cl2 | Cl-), сульфатртутний (Hg, HgSO4 | SO42-). Потенциалообразущая реакция, например. на хлорсеребряный Е.Е., проходит следующим образом: AgCl + ē 2arrow.eps Ag + Cl-.
Электрохимические электроды 3-го рода — это металлы, покрытые двумя слоями двух труднорастворимых солей. Первая соль меньше растворимый, чем вторая, и содержит катион металла электрохимический электрод. Вторая соль больше растворимый, чем первая, удерживает тот же анион, что и первая. Например, оксалатный электрод 3-го рода Ag, Ag2C2О4, CaC2O4 | Ca2 +.
Потенциалотвирна реакция на таком Электрохимические электроды проходит следующим образом: Ag2C2О4 + 2ē + Са 2+ 2arrow.eps 2Ag + CаС2О4.
Окислительно-восстановительные электрохимические электроды (Редокс-электроды) — это металлы, материал которых не участвует в электрохимической реакции, а лишь выполняет роль передатчика электронов от восстановленной формы к окисленной или наоборот. Напр .: Fe3 + + 1ē 2arrow.eps Fe2 +. В такой реакции окислительно-восстановительный Е.Е. осуществляет перенос электронов между этими ионами.
где аокис., авидн. — активность окисленной и восстановленной форм соответственно; n — количество электронов, которая участвует в окислительно-восстановительной реакции.
Модифицированные электрохимические электроды, поверхность которых модифицируют с помощью физических или химических методов с целью придания ей определенных характеристик. Например, при физической модификации проводят ионную имплантацию, разрыхление поверхности или выращивания на ней монокристаллических структур и тому подобное. При химической модификации поверхности электрода покрывают органическими, металлоорганическими или неорганическими слоями, создают на поверхности. Композиты с электродных материалов, изменяют химический состав поверхности устройства тому подобное. В частности, химической модификацией поверхности ионоселективных видов с функциями неорганических ионов были получены ионселективные электроды с функциями органических ионов лекарственных веществ: прокаина, лидокаина, диклофенака натрия и др.
Конструкции и размер электрохимические электроды разнообразны. Они бывают в виде стержня, пластинки, шарики, сетки и т.п. Поверхность ультрамикроелектродив не превышает 10-14 м2. Е.Е., которые используют в электроаналитические методах анализа, имеют поверхность около 10-5 м2; электроды, которые используют в электрохимическом синтезе лекарственных веществ, например, глюконата кальция, имеют поверхность более 10-2 м2.
см. также Ионоселективные электроды.
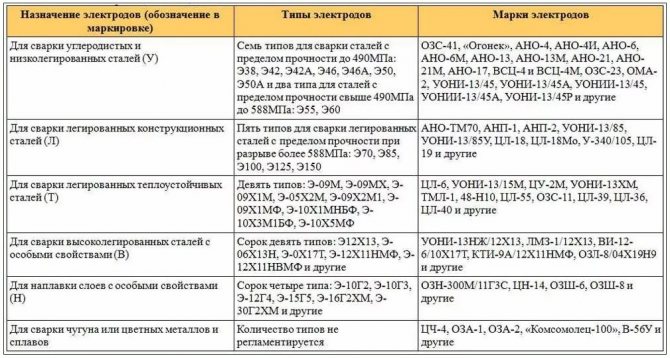
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Защитные покрытия электродов для ручной дуговой сварки
В состав защитных покрытий, наносимых на электроды, входят различные компоненты,
выполняющие определённые функции:
1. Газообразующие компоненты. К ним относятся неорганические вещества, такие
как мрамор CaCO3 и магнезит MgCO3 и др. и органические, такие как крахмал, древесная
мука и т.п.
2. Шлакообразующие компоненты. Эти вещества составляют основу защитного покрытия.
Чаще всего роль шлакообразователей играют руды (марганцовая, титановая) или
различные минералы (ильменитовый концентрат, рутиловый концентрат, полевой шпат,
кремнезём, гранит, мел, плавиковый шпат и др.).
3. Легирующие элементы и элементы раскислители. Это кремний, марганец, титан,
никель, хром и др. Как раскислитель, часто используется алюминий, который вводится
в поскрытие в виде металлического порошка.
4. Связующие компоненты. Основным компонентом, применяемым для связки всех
составляющих, является жидкое стекло. Жидкое стекло представляет собой водные
растворы силикатов калия и натрия.
5. Формовочные элементы. Это вещества, которые придают покрытию пластичность.
Для этой цели используют бетонит, каолин, декстрин, слюда и другие компоненты.
Для ровного горения электрической дуги в состав покрытия входят соли щелочных
металлов, жидкое стекло и др. Для увеличения производительности в состав покрытия
входит железный порошок, доля которого может достигать 60% от всей массы покрытия.
Как выбрать сварочные электроды
В первую очередь следует обратить внимание на то, что изделия могут быть плавящимися либо неплавящимися. В составе первых металлические стержни со специальной обмазкой поверхностей, что защищает сварочные зоны и повышает устойчивость горения дуги
Именно ими пользуются в процессе ручной дуговой сварки. Вторая категория предназначена для работ в среде с защитным газом (аргоном), ее особенности будут рассматриваться отдельно.
При выборе также нужно принять к сведению то, из каких материалов произведены соединяемые детали. Для варки разных металлов подбираются разные виды электродов. Например:
- Если нужно соединить низкоуглеродистые и низколегированные стали, приобрести нужно углеродные электроды.
- Для соединения легированной стали покупают изделия (ГОСТ 9467−75, ГОСТ 9466–75 ).
- Когда планируются работы с наплавками или сталями разных видов, то понадобятся изделия, сердечник которых выполнен из высоколегированных металлов.
- При варке чугуна также не обойтись без соответствующих электродов — ОЗЧ-2.
В наши дни сформировался своеобразный рейтинг известных марок:
- АНО. Отличаются хорошим воспламенением, не нуждаются в дополнительном прокаливании. С ними смогут работать как начинающие специалисты, так и профессионалы с опытом.
- МР-3. Универсальные, могут применяться и для соединений неочищенных поверхностей.
- МР-3С. Их используют, когда до швов выдвигаются повышенные требования.
- УОНИ 13/55. Применяются при монтаже ответственных конструкций, в которых швы должны иметь высокое качество. Неопытным сварщикам не рекомендуется с ними работать, так как требуется опыт и определенная квалификация.
https://youtube.com/watch?v=68hLJM9cesc
Преимущества известных марок
- Облегчают процесс сварки. Трудности могут возникать только при некорректном выборе материала сердечника.
- Высококачественные швы. Данный параметр очень важный. Позволяет получить прочные соединения как внешние, так и внутренние, выпуклые и вогнутые сварные швы.
- Простота отделения шлака. Это дает возможность увидеть, насколько качественный получился шов.
- Можно сваривать элементы, что были подданы действию коррозии. Конечно, подобные процедуры выполняют не слишком часто, но они будут выполнены на должном уровне.
- Безопасность для сварщика, выдержаны санитарно-гигиенические требования.
Различия марок и диаметров
 Опытные специалисты-сварщики иногда утверждают, что пользуясь инверторными сварочными аппаратами, можно покупать любые электроды. Такие мнения основаны на их личном опыте, когда они выполняют определенные виды работ. Преимущественно при инверторной сварке не предъявляются серьезные требования относительно герметичности швов, поэтому могут использоваться изделия с диаметром 0,5−2 мм.
Опытные специалисты-сварщики иногда утверждают, что пользуясь инверторными сварочными аппаратами, можно покупать любые электроды. Такие мнения основаны на их личном опыте, когда они выполняют определенные виды работ. Преимущественно при инверторной сварке не предъявляются серьезные требования относительно герметичности швов, поэтому могут использоваться изделия с диаметром 0,5−2 мм.
Подбирать диаметр и марку следует исходя из того, металлы какой толщины необходимо будет соединить. Для значительной толщины потребуется длительная проварка, что значит — у электрода должен быть большой диаметр.
Тонкими электродами для сварки еще нужно научиться работать, ведь они быстро горят. Как правило, их посредством выполняют прихватки.
Также выбор сварочных материалов зависит и от типа работ, для которых планируется их применять. Так, когда выполняют сложнейшие трассовые работы, понадобятся большие электроды, а смонтировать конструкцию из профильных компонентов можно с помощью электродов с диаметром, не превышающим 2 мм. Именно ими пользуются при соединении секций ворот, изготовлении оград из профнастила и труб.
https://youtube.com/watch?v=8wPyGDI7Bnw
Сварочные характеристики
Особенности электродов:
- диаметр изделий — 1-5 мм;
- покрытие — рутиловое;
- разбрызгивание металла — не превышает 4%;
- часовой расход — 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
Материал шва выдерживает:
- на разрыв — не менее 460 МПа;
- удлинение — 18%;
- вязкость — 80 Дж/см²;
- угол загиба соединения — 150°.
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.
| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.
Ровный сварочный шов.
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке — 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.
При сварке электродом АНО-21 брызг почти нет.
Режимы сварки
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | — | — | 160-190 | 150-170 | 150-180 |
| 5 | — | — | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Основы выбора электродов для сварки
Главной особенностью любого электрода с покрытием, является его обмазка. У каждой электродной обмазки свой химический состав, от которого во многом зависит назначение электрода. Электроды бывают с основным, рутиловым и кислым покрытием.
- Электроды с основным покрытием применяются для сварки постоянным током. Они имеют несколько затруднённый розжиг, чем рутиловые электроды, а также больше чувствительны к влаге.
- Электроды с рутиловым покрытием обеспечивают лёгкий розжиг дуги, из-за чего они популярны среди новичков в сварке.
- Электроды с кислым покрытием применяются для сварки инвертором. Однако ввиду особого состава электродной обмазки, варить кислотными электродами рекомендуется в хорошо проветриваемом помещении.
В ручной дуговой сварке применяются штучные электроды с покрытием. Ниже будет представлен рейтинг электродов в 2020 году, по мнению пользователей.
Какой должен быть держатель для электродов
От принципа и конструктива держателя зависит как итоговый результат, так и ваша безопасность. Современный сварочный держатель электродов должен обладать следующими особенностями:
- Быть легким, удобным в эксплуатации, иметь длинную рукоять, которая выполнена из диэлектрического и температуростойкого материала.
- Быть унифицированным. Это значит, что в его конструктив должна входить пружина, которая позволит соединять две части держателя воедино, задействуя любые диаметры. Как минимум, это расширит работу.
- Легко менять Угол. Это удобно, если придётся работать только с предметами, которые лежат на рабочем столе, но и ремонтировать автомобили, варить на высоте, выполнять быстрый прихват металла. Изменение угла нередко позволяет разжечь другу быстрее и гореть ей бесперебойно.
- Предполагать легкую смену электрода. Он быстро сгорает, поэтому на замену нужно потрать как можно меньше сил и время. При этом инструмент должен быть легким и изолированным от прямого контакта с человеком.
Желательно, чтобы к держателю подходил длинный провод. Задействую кабель большего сечения снижают сопротивление тока, повышая производительность сварочного оборудования.
Держатель электродов
При этом длина, при повышенном стечении, нисколько не влияет на качество. Нередко специалисты самостоятельно изготавливают держатель, удлиняя провода до нужного значения. Это облегчает работу на высоте, поскольку позволяет не поднимать на себе сварочный инвертор.
Типы покрытий электродов
Распространенные на сегодняшний день разновидности покрытий электродов обладают уникальными свойствами и имеют свое собственное обозначение маркировки.
Электроды с кислым покрытием
Кислая обмазка. Такие электроды имеют в маркировке букву А. Основой такого покрытия является марганец, разнообразные оксиды железа, кремний и прочие элементы. Необходимо сказать, что основным недостатком использования таких электродов с кислой обмазкой является опасность появления на сварочном шве горячих трещин. Такие трещины значительно ухудшают качество полученного соединения, и зачастую приходится проводить сварку заново. Из преимуществ кислой обмазки электродов можем выделить высокую сопротивляемость появлению в шве воздушных каналов, а также возможность выполнения сварки ржавых заготовок и деталей с окалиной. Такой наплавочный материал с кислым покрытием получил широкое распространение при выполнении сварки дугой любой длины переменным и постоянным током.
Электроды с целлюлозным покрытием
Целлюлозное покрытие. Электроды с такой обмазкой обозначаются буквой Ц. Особенностью наплавочных стержней с целлюлозной обмазкой является содержание органических веществ, массовая доля которых в составе может составлять 50%. Из таких органических веществ распространена целлюлоза, которая позволяет обеспечить равномерное образование сварного валика наплавляемого материала. Такие электроды отлично себя зарекомендовали при вертикальной сварке. Характеристики металла в сварном шве соответствуют стали в спокойном и полуспокойном состоянии. Необходимо лишь учитывать, что в таких сварочных электродах содержится большое количество водорода, который при работе со сталью может существенно ухудшить характеристики металла в области сварного шва.
Электроды с рутиловым покрытием
Рутиловые электроды имеют в маркировке букву Р. Как вы можете понять из названия, обмазка содержит большое количество рутила с небольшим вкраплением кислорода и кремния. Наличие таких дополнительных элементов позволяет существенно уменьшить вероятность образования горячих трещин в сварочном шве. Полученный наплавленный материал отличается повышенной ударной прочностью. Во время сварки при горении газовой дуги выделяется газ, который позволяет защитить сварочную ванну, путем образования на поверхности органических соединений и карбонатов. Отметим лишь, что при выполнении сварки в условиях повышенной влажности и воздействия углекислого газа может существенно ухудшиться качество соединения и появляться признаки окисления. Поэтому проводить работы необходимо в условиях нормальной влажности и предварительно прокаливать заготовки.
Такие стержни чувствительны к изменениям режимов сварки и скачкам температуры в шве. В подобном случае даже при чистой поверхности и правильном выборе используемой разновидности наплавочного материала возможен брак соединения. Именно поэтому необходимо выдерживать условия проведения сварочных работ, что и позволит гарантировать качество соединения. Опытные сварщики рекомендуют первоначально прокалывать соединяемые материалы, что и позволит избежать проблем с окислением соединительного шва. Электроды с рутиловым покрытием могут использоваться в тех случаях, когда на поверхности соединяемых металлов заметны ярковыраженные следы ржавчины. Отметим, что благодаря легкости использования такие электроды с рутиловым покрытием пользуются популярностью при выполнении сварочных работ в быту.
Электроды с основным покрытием
Основное покрытие электродов. Такая обмазка имеет обозначение буквой Б. Предназначаются эти стержни для ручной дуговой сварки, и содержат в шлаковой основе различные минералы. Выполняя сварку такими электродами, следует помнить о том, что в процессе работы образуется большое количество шлаков. Минералы выделяют газ, защищающий раскаленный и остывающий сварной шов от воздействия окружающей среды. Из преимуществ такого основного покрытия можем отметить слабую насыщенность водородом, что позволяет исключить ухудшение характеристик стали и других металлов. В наплавленном материале отсутствует водород, который отрицательно сказывается на качестве выполненного соединения. Наплавленный металл не отличается склонностью к окислению, и имеет повышенную устойчивость к сероводородному растрескиванию. Электроды с основным покрытием благодаря своим отличным характеристикам могут использоваться для сварки трубопроводов.
ГОСТ
Для покрытых стержней, посредством которых выполняется дуговая сварка, разработан ГОСТ 9466-75.
Кроме него существуют стандарты, распространяющиеся на электроды, исходя из их назначения.
Для примера, это ГОСТ 9467-75, ГОСТ 10052-75 и ГОСТ 1051-75.
Маркировка сварочных электродов
Маркировка электродов бывает простой, например, состоящей буквально из 3-х символов, и крайне сложной.
В качестве примера можно привести изделия Э50А и, например, Э42А, где:
- Первая бука Э буквально означает «электрод».
- Идущее следом число означает минимальное время сопротивления разрыву.
- Последующие буквы указывают на назначение изделия (А – допускается применение пластичного наплавляемого металла, имеющего повышенную вязкость, Н – изделия для наплавления на поверхности, У – для углеродистых сталей, Т – для теплоустойчивых легированных сталей).
Также в наплавке содержатся самые разные химические элементы, которые маркируются буквами Х, М, Б и Ф, что соответствует хрому, молибдену, ниобию и ванадию.
Касательно непосредственно сердечника, он маркируется следующим образом (последовательно):
- Св – буквенное обозначение сварочного типа проволоки.
- Число, указывающее на процентное содержание углерода.
- Буквы, в которых зашифрован код содержащихся легирующих веществ.
- Число, указывающее на процентное содержание легирующих веществ.













